
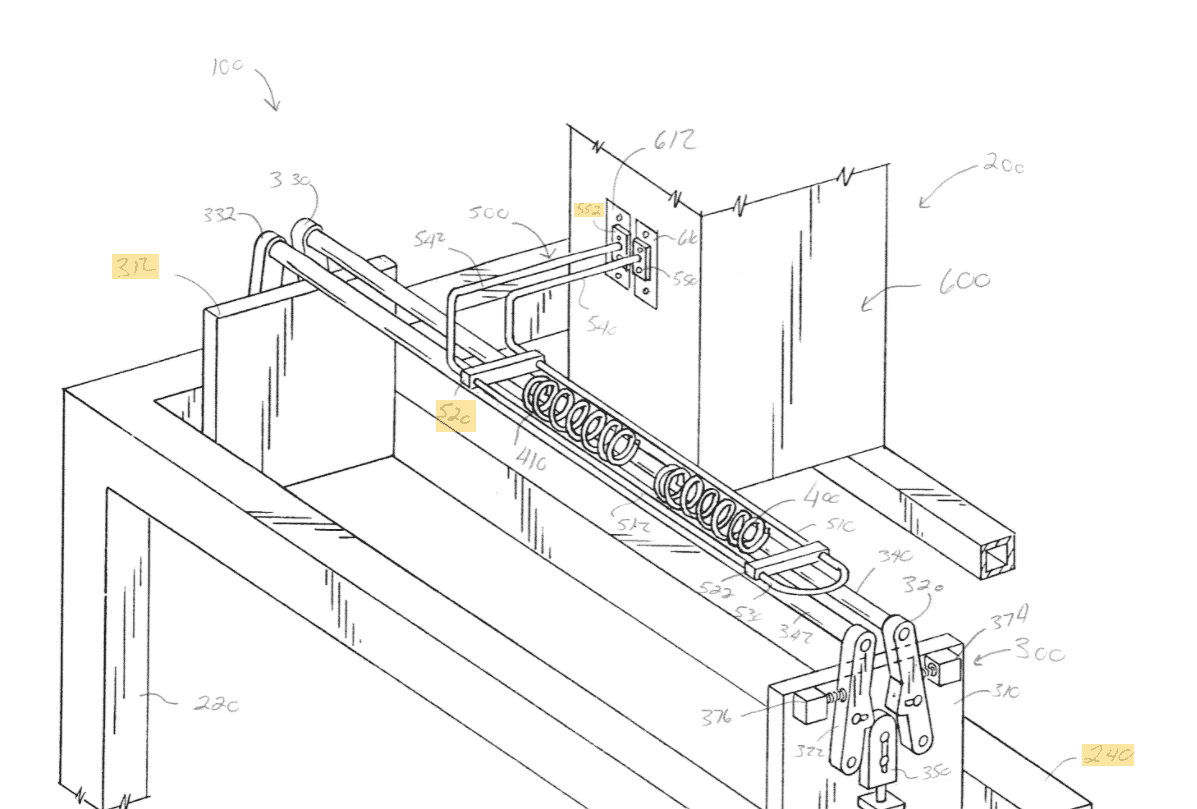
のための装置。 高周波焼入れ らせん状または蜂の巣状の形状を有するバネ。装置は回転支持システムと誘導加熱システムを備えている。回転支持システムは、スプリングが誘導加熱システムによって加熱される間、スプリングを支持するように設計されています。その 誘導加熱システム は、コイルシステムを有する誘導コイルシステムを有する。コイルシステムは、スプリングを受け、スプリングが回転支持システムに支持されている間にスプリングを加熱するように設計された間隔をあけた領域を有する。
 コイルばねや板ばねは、鋼材の熱変形によって作られる。ばね鋼の特性上、加熱温度と加熱時間に一定の要求があります。ばねコイルに圧延する前の予熱や板ばねに鍛造プレスする前の予熱を除いて、ばね棒線の焼きなましや鋼板の高周波表面焼き入れなどの異なる熱処理の要求もあります。急速加熱、高速シャットダウン、正確な出力制御、および周波数範囲を変化させるの特性を持って、HLQの 誘導加熱電源 は、ばね鋼の熱変形加熱に非常に適しており、特に板ばねや荷重ばねの製造工場を含む自動車部品産業で使用されています。HLQの専門家によって設計され、私たちの 誘導加熱装置 省エネ、高速スタート/ストップ、24時間運転、高出力、自動化、高効率、メンテナンスが簡単、使用寿命が長い。当社の誘導加熱ヒーターは、ばね鋼生産業界のお客様に広く認められている。
コイルばねや板ばねは、鋼材の熱変形によって作られる。ばね鋼の特性上、加熱温度と加熱時間に一定の要求があります。ばねコイルに圧延する前の予熱や板ばねに鍛造プレスする前の予熱を除いて、ばね棒線の焼きなましや鋼板の高周波表面焼き入れなどの異なる熱処理の要求もあります。急速加熱、高速シャットダウン、正確な出力制御、および周波数範囲を変化させるの特性を持って、HLQの 誘導加熱電源 は、ばね鋼の熱変形加熱に非常に適しており、特に板ばねや荷重ばねの製造工場を含む自動車部品産業で使用されています。HLQの専門家によって設計され、私たちの 誘導加熱装置 省エネ、高速スタート/ストップ、24時間運転、高出力、自動化、高効率、メンテナンスが簡単、使用寿命が長い。当社の誘導加熱ヒーターは、ばね鋼生産業界のお客様に広く認められている。

金属高周波焼入れプロセスは、スプリング製造に使用される標準的なプロセスです。一般的な焼入れプロセスの1つは、従来の大気炉で構成されています。このような硬化プロセスは非常に時間がかかります。スプリングは、様々な金属(例えば、ステンレス鋼、炭素鋼、合金鋼など)から形成することができます。スプリングの金属が適切に焼入れ・焼戻しされると、硬度や微細構造などの特定の冶金学的パラメータを達成することができます。
伝統的な大気炉でばねを硬化させる場合、ばねはまず一定の温度に設定された炉に一定時間入れられる。その後、スプリングは取り出され、オイルやその他の焼入れ液で焼入れされます。この初期硬化工程の後、スプリングの硬度は一般的に所望よりも高くなる。そのため、スプリングは一般的に、所望の物理的特性を得るまで焼き戻し工程を受けます。スプリングが適切に処理されると、鋼の結晶構造の一部が焼戻しマルテンサイトに変化し、炭化物の多くが溶解され、スプリングの所望のコア構造とスプリングの所望の表面硬度が得られます。

スプリングを硬化させるために使用されるもう一つのプロセスは、次のとおりである。 誘導加熱.誘導加熱プロセスは、スプリングの導電性材料に電磁場を誘導することで発生する。渦電流が導電性材料内に発生し、その抵抗がジュール加熱につながります。誘導加熱は、製品をオーステナイト化するのに十分すぎるほど必要であれば、鋼を融点まで加熱するために使用することができます。
誘導加熱プロセスは、従来の大気炉による加熱よりも速い加熱サイクル時間を提供することができ、誘導加熱プロセスは、ばねの材料ハンドリングを簡素化することができ、硬化プロセスにおけるばねの材料ハンドリングの自動化を可能にする可能性がある。誘導加熱は、伝統的な大気炉と比較していくつかの利点がありますが、ばねの誘導加熱には、ばねの長さ全体にわたってばねを均一に加熱すること、ばねの端部を過熱すること、ばねの長さを維持することなどの問題があります。 誘導加熱コイル 効率的だ。
