
高周波誘導シーム溶接チューブおよびパイプソリューション
誘導溶接とは?
 誘導溶接では、電磁気的にワークピースに熱が誘導されます。誘導溶接の速度と精度は、チューブやパイプのエッジ溶接に最適です。このプロセスでは、パイプが高速で誘導コイルを通過します。その際、パイプのエッジが加熱され、互いに押し付けられて長手方向の溶接シームが形成されます。誘導溶接は、特に大量生産に適しています。無電極溶接機にはコンタクト・ヘッドを取り付けることもでき、二重目的の溶接システムに変身させることができます。
誘導溶接では、電磁気的にワークピースに熱が誘導されます。誘導溶接の速度と精度は、チューブやパイプのエッジ溶接に最適です。このプロセスでは、パイプが高速で誘導コイルを通過します。その際、パイプのエッジが加熱され、互いに押し付けられて長手方向の溶接シームが形成されます。誘導溶接は、特に大量生産に適しています。無電極溶接機にはコンタクト・ヘッドを取り付けることもでき、二重目的の溶接システムに変身させることができます。
インダクション・シーム溶接の利点は何ですか?
 自動化された高周波縦溶接は、信頼性が高く、高スループットのプロセスです。の低消費電力と高効率は HLQ 誘導溶接システム コストを削減する。その制御性と再現性は、スクラップを最小限に抑えます。また、当社のシステムは柔軟性に富んでいます。自動負荷マッチングにより、幅広いチューブサイズにわたってフル出力が保証されます。また、設置面積が小さいため、生産ラインへの組み込みや改造が容易です。
自動化された高周波縦溶接は、信頼性が高く、高スループットのプロセスです。の低消費電力と高効率は HLQ 誘導溶接システム コストを削減する。その制御性と再現性は、スクラップを最小限に抑えます。また、当社のシステムは柔軟性に富んでいます。自動負荷マッチングにより、幅広いチューブサイズにわたってフル出力が保証されます。また、設置面積が小さいため、生産ラインへの組み込みや改造が容易です。
インダクション・シーム溶接はどこで使われるのですか?
誘導溶接は、ステンレス鋼(磁性および非磁性)、アルミニウム、低炭素鋼、高強度低合金鋼(HSLA)、その他多くの導電性材料の長手溶接に、管・パイプ産業で使用されている。
 高周波誘導シーム溶接
高周波誘導シーム溶接
高周波誘導管溶接プロセスでは、図1-1に示すように、溶接点の前方(上流側)に配置された誘導コイルによって、オープン・シーム管に高周波電流が誘導される。コイルを通過する際、管端は間隔をあけて配置され、その頂点は溶接点よりわずかに前方に位置するオープン・Veeを形成する。コイルは管には接触しません。
図1-1
コイルは高周波トランスの一次側として機能し、オープンシーム管は1ターンの二次側として機能する。一般的な誘導加熱の用途と同様に、被加工材の誘導電流経路は誘導コイルの形状に沿う傾向がある。誘導電流の大部分は、エッジに沿って流れ、ストリップのVe型開口部の頂点の周りに密集することによって、成形されたストリップの周りにその経路を完了します。
高周波電流密度は、頂点に近いエッジと頂点自体で最も高くなる。急速な加熱が行われ、エッジが頂点に到達した時点で溶接温度になる。加圧ロールが加熱されたエッジを押し付け、溶接が完了する。
溶接電流の周波数が高いため、Veエッジに沿って集中的に加熱されるのである。これにはもう一つの利点がある。すなわち、全電流のごくわずかしか、成形されたストリップの裏側に回り込まないということである。管の直径が開先の長さに比べて非常に小さくない限り、電流は開先を形成する管の縁に沿った有用な経路を好む。
スキンエフェクト
高周波溶接プロセスは、高周波電流に関連する2つの現象-表皮効果と近接効果-に依存する。
表皮効果とは、高周波電流が導体の表面に集中する傾向のこと。
図1-3は、様々な形状の絶縁導体に流れる高周波電流を示している。実質的に、電流はすべて表面近くの浅い表皮を流れる。
近接効果
高周波溶接プロセスで重要な第二の電気現象は、近接効果である。これは、一対のゴー/リターン導体に流れる高周波電流が、互いに最も近い導体表面の部分に集中する傾向のことである。図1-4から図1-6に、丸型導体と角型導体の断面形状と間隔を示します。
近接効果の背後にある物理学は、ゴー/リターン導体を取り囲む磁場が、導体と導体の間の狭い空間に、他の場所よりも集中するという事実に依存しています(図1-2)。磁力線はより少ないスペースしか持たず、より近くに絞られます。従って、近接効果は導体同士が近いほど強くなる。また、向かい合う面が広いほど強くなります。
図1-2
図1-3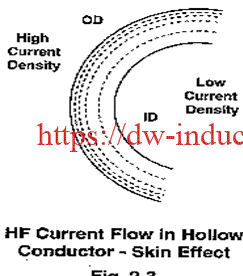
図1-6は、間隔の近い2つの長方形のゴー/リターン導体を相対的に傾けた場合の効果を示している。HF電流の集中は、最も近い角で最大となり、発散する面に沿って徐々に小さくなる。
 図1-4
図1-4
 図1-5
図1-5
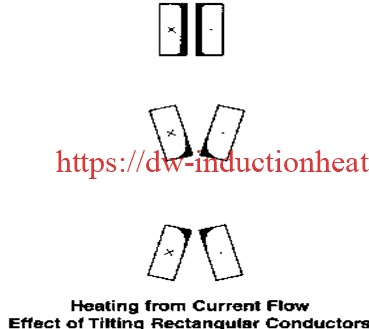 図1-6
図1-6
電気と機械の相互関係
最高の電気条件を得るためには、最適化しなければならない2つの領域がある:
- 一つ目は、可能な限り多くのHF電流がVee内の有用な経路を流れるようにすることである。
- もうひとつは、内側から外側まで加熱が均一になるように、可能な限りエッジを平行にすることだ。
目的(1)は、溶接接点やコイルの設計や配置、 チューブ内に取り付ける電流阻害装置などの電気的 要因によって明らかに左右される。設計は、圧延機の物理的スペース、溶接ロールの 配置とサイズに影響される。内面スカーフィングや圧延にマンドレルを使用す る場合は、インペーダーにも影響する。さらに、目的(1)は、開口部の寸法と角度に依存する。従って、(1)は基本的に電気的なものですが、ミル・メカニカルと密接に関係しています。
目的(2)は、オープンチューブの形状やストリップのエッジ状態など、機械的要因に全面的に依存する。これらは、圧延機のブレークダウンパスやスリッターでも影響を受けます。
高周波溶接は電気機械プロセスである:エッジに熱を供給するのは発電機ですが、 実際に溶接を行うのはスクイズ・ロールです。エッジが適切な温度に達しているにも かかわらず、溶接部に欠陥がある場合、その問 題はミル・セットアップか材料にある可能性が高 い。
特定の機械的要因
最終的な分析では、ヴィーで起こることがすべて重要である。そこで起こることはすべて、溶接の品質と速度に(良きにつけ悪しきにつけ)影響を及ぼします。Veeで考慮すべき要因には、以下のようなものが ある:
- ヴェーの長さ
- 開口度(ヴィー角)
- 溶接ロールの中心線からどのくらい手前で、ストリップのエッジが接触し始めるか。
- Veeのストリップ・エッジの形状と状態
- ストリップのエッジが、厚み方向で同時に、あるいは外側で、あるいは内側で、あるいはバリやスライバーを通して、互いにどのように接するか。
- Veeの成形ストリップの形状
- 長さ、開口部の角度、エッジの高さ、エッジの厚さなど、すべてのヴェの寸法が一定であること。
- 溶接接点またはコイルの位置
- ストリップの端が合わさったときの互いの位置関係
- どれだけの材料を絞り出すか(ストリップ幅)
- サイジングに必要なチューブまたはパイプのオーバーサイズ
- ヴィーに流れ込む水や冷却水の量とその衝突速度
- クーラントの清浄度
- ストリップの清潔さ
- スケール、切り屑、破片、介在物などの異物の存在
- スチールスケルプがリムド・スチール製かキルド・スチール製か
- リム入り鋼板のリム溶接でも、複数のスリット入りスケルプからの溶接でも
- スケルプの品質 - ラミネート鋼のものであれ、過剰なストリンガーや介在物のある鋼(「汚れた」鋼)であれ。
- ストリップ材の硬度と物理的特性(スプリングバックの量と必要なスクイーズ圧力に影響する。)
- ミル速度の均一性
- スリット品質
ヴィーで起こることの多くが、すでに起こったことの結果であることは明らかである。
 図1-7
図1-7
 図1-8
図1-8
高周波Vee
このセクションの目的は、Vee内の理想的な条件を説明することである。エッジを平行にすることで、内側と外側で均一な加熱が得られることが示された。エッジを可能な限り平行に保つための追加的な理由をこのセクションで述べる。頂点の位置、開口部の角度、走行中の安定性など、その他のVeeの特徴についても説明する。
後のセクションでは、望ましいブドウの状態を実現するための、現場での経験に基づく具体的な推奨事項を示す。
できるだけ溶接点に近い頂点
図2-1に示すように、エッジが合わさる点(すなわち頂点)は、圧下ロール中心線よりやや上流側にある。これは、溶接中に少量の材料が絞り出されるためである。頂点で電気回路が完成し、一方のエッジから流れた高周波電流が他方のエッジに沿って折り返して戻る。
頂点と加圧ロール中心線との間の空間では、電流が流れないためそれ以上の加熱はなく、高温のエッジとチューブの残りの部分との間の温度勾配が大きいため、熱は急速に放散する。従って、加圧時に良好な溶接を行うのに十分な高温を維持するためには、頂点を溶接ロール中心線にできるだけ近づけることが重要である。
この急速な熱放散が、高周波出力を2倍にすると到達速度が2倍以上になるという事実の原因である。高出力による高速化により、熱が伝導される時間が短くなる。エッジで電気的に発生する熱の大部分は有用となり、効率は向上する。
ヴィー・オープニングの度合い
頂点を溶接加圧中心線にできるだけ近づけるこ とは、Veeの開口部をできるだけ広くすることを 意味するが、現実的な限界がある。第一は、しわやエッジの損傷なしにエッジの開きを保持するためのミルの物理的能力である。もうひとつは、2つのエッジが離れていると、エッジ間の近接効果が減少することである。しかし、ヴィー開口部が小さ過ぎると、プリ アーシングが促進され、溶接欠陥の原因となるヴィー の早期閉塞が起こる可能性がある。
現場での経験に基づくと、溶接ロール中心線か ら2.0″上流側のエッジ間のスペースが0.080″ (2mm)から0.200″(5mm)の間であれば、炭素鋼の場合、2°から5°の 含み角となり、一般的に満足できる開度となる。ステンレス鋼および非鉄金属では、 より大きな角度が望ましい。
推奨Veeオープニング
 図2-1
図2-1
 図2-2
図2-2
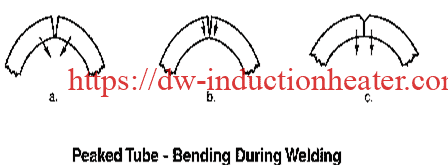 図2-3
図2-3
平行エッジはダブル・ヴィーを避ける
図2-2は、内側のエッジが先に組み合わされる場合、2つのVeeが存在することを示している。1つは外側にあり、その頂点はAにあり、もう1つは内側にあり、その頂点はBにある。
図2-2では、高周波電流はエッジが近接しているため、内側 のVeを好む。Bから溶接点までの間は加熱がなく、エッジは急速に冷却される。そのため、溶接点の温度を満足のいく溶接に十分な高さにするためには、出力を上げるか速度を下げるかして管を過熱する必要がある。内側エッジは外側よりも高温で加熱されるため、これはさらに悪化する。
極端な場合、ダブル・ヴィーは内側に液ダレを起こし、外側に冷たい溶接部を生じさせる。エッジが平行であれば、このようなことは避けられる。
平行エッジが介在物を減らす
高周波溶接の重要な利点のひとつは、エッジの表面で薄皮が溶けることである。これにより、酸化物やその他の好ましくない物質が絞り出され、きれいで高品質の溶接部が得られる。平行エッジの場合、酸化物は両方向から絞り出される。邪魔なものは何もないため、肉厚の半分より遠くまで移動する必要はない。
内側のエッジが先にくっつくと、酸化物が絞り出されにくくなる。図2-2において、頂点Aと頂点Bの間には谷があり、これは異物を入れる坩堝のような働きをする。この物質は、高温の内側エッジ付近の溶けた鋼の上に浮いている。エイペックスAを通過した後、絞られている間、異物が冷えた外側のエッジを完全に通過することができず、溶接界面に捕捉され、望ましくない介在物を形成する可能性がある。
外面近くの介在物による溶接欠陥が、内面 の端が早く揃いすぎた(すなわち、ピー クしたチューブ)ことに起因しているケースは多 い。その答えは、端部が平行になるように成形を変えるだけである。そうしないと、高周波溶 接の最も重要な利点のひとつが損なわれる可能 性がある。
平行エッジが相対運動を抑える
図2-3は、図2-2のBとAの間で撮影されたと思われる一連の断面図である。ピー ク管の内縁が最初に接触すると、互いにくっつく(図2-3a)。まもなく(図2-3b)、くっついた部分が曲げられる。外側の角は、あたかも端が内側で蝶番で固定されているかのようにくっつく(図2-3c)。
溶接中の壁内側のこの曲げは、アルミニウムのような材料を溶接する場合よりも、鋼を溶接する場合の方が害が少ない。鋼は塑性温度範囲が広い。この種の相対的な動きを防ぐことで、溶接品質が向上する。これは、エッジを平行に保つことで可能になる。
平行エッジで溶接時間を短縮
再び図2-3を参照すると、溶接はBから溶接ロール中心線まで行われている。この中心線で、最終的に最大の圧力がかかり、溶接が完了する。
対照的に、エッジが平行に合わさった場合、少なくともA点に達するまでは接触し始めない。平行なエッジは、溶接時間を2.5対1以上短縮することができる。
鉄は熱いうちに打て!
発電機の電気負荷としてのVee
高周波プロセスにおいて、インピーダンスとシームガイドが推奨通りに使用されている場合、ヴィーエッジに沿った有用な経路は、高周波ジェネレーターにかかる全負荷回路を構成する。Veeによって発電機から引き出される電流は、Veeの電気インピーダンスに依存します。このインピーダンスは、今度は、Veeの寸法に依存します。Veeが長くなる(接点またはコイルが後ろに移動する)と、インピーダンスが増加し、電流が減少する傾向があります。また、減少した電流はより多くの金属を加熱する必要があるため(ヴィーが長くなるため)、溶接部を溶接温度に戻すにはより多くの電力が必要となる。肉厚が増すとインピーダンスが低下し、電流が増加する傾向がある。高周波ジェネレーターからフル・パワーを引き出すには、Veeのインピーダンスを設計値に適度に近づける必要がある。電球のフィラメントのように、引き出される電力は抵抗と印加電圧に依存し、発電ステーションのサイズには依存しない。
したがって、電気的な理由から、特にHFジェネレーターのフル出力が必要な場合は、Veeの寸法を推奨通りにする必要があります。
成形金型
成形は溶接品質に影響する
すでに説明したように、高周波溶接が成功するかどうかは、成形部が安定した、スライバーのない、平行なエッジをVeeに与えるかどうかにかかっている。私たちは、すべてのメーカーとサイズの圧延機に対して詳細な金型を推奨しようとはしませんが、一般原則に関するいくつかのアイデアを提案します。その理由を理解すれば、あとはロール設計者にとって簡単な仕事です。正しい成形工具は溶接品質を向上させ、オペレーターの仕事も容易にします。
エッジブレーキング推奨
ストレート・ブレーキングまたはモディファイド・エッジ・ブレーキングのいずれかを推奨する。これにより、最初の1、2回のパスでチューブ上面に最終的な半径が与えられます。薄肉チューブの場合、スプリングバックを考慮して過剰成形することがある。フィン・パスは、この半径の形成に当てにしない方がよい。エッジが平行にならないような損傷を与えずにオーバーフォームすることはできません。この推奨の理由は、エッジが溶接ロールに到達す る前に、すなわちヴィーで平行になるようにする ためである。これは、大型の円形電極が大電流接触装置とし て機能すると同時に、エッジを下に形成するロ ールとしても機能しなければならない、通常の電 線溶接のやり方とは異なる。
エッジブレークとセンターブレーク
センターブレイクの支持者は、センターブレイクロールは様々なサイズに対応できるため、工具の在庫を減らし、ロール交換のダウンタイムを削減できると言います。これは、ロールが大型で高価な大型圧延機では有効な経済的主張です。しかし、この利点は、エッジを抑えるために最後のフィンパスの後にサイドロールや一連のフラットロールが必要になることが多いため、一部相殺されます。少なくとも外径6~8インチまでは、エッジブレーキングの方が有利です。
厚肉用には薄肉用とは異なるトップブレークダウンロールを使用することが望ましいにもかかわらず、これは事実である。図3-1aは、薄肉用に設計されたトップ・ロールでは、厚肉用の側部に十分な余裕がないことを示している。広い板厚範囲にわたって最も厚いストリップに十分な幅のトップ・ロールを使用してこれを回避しようとすると、図3-1bに提案されているように、範囲の薄い端で問題が発生する。ストリップの側面が収まらず、エッジブレーキングが完全でなくなる。このため、溶接ロールの中でシームが左右にロールすることになり、良好な溶接には非常に好ましくない。
小型圧延機では推奨しないが、時々使われるもう一つの方法は、中央にスペーサーを入れたビルドアップ・ボトムロールを使う方法である。薄肉圧延の場合は、中央のスペーサーを薄くし、後方のスペーサーを厚くします。この方法のロール設計は、せいぜい妥協の産物です。図3-1cは、上ロールを厚肉用に設計し、下ロールをスペーサーで代用して幅を狭くし、薄肉で操業する場合を示している。ストリップはエッジ付近ではピンチされているが、中央部では緩んでいる。このため、溶接Veeを含め、圧延に沿って不安定になる傾向がある。
もう一つの議論は、エッジブレーキングが座屈の原因になるというものです。トランジションセクションが正しくツーリングされ、調整され、成形がミルに沿って適切に配分されていれば、このようなことは起こりません。
近年開発されたコンピューター制御によるケージ成形技術は、平坦で平行なエッジと迅速な段取り替えを保証します。
私たちの経験では、適切なエッジブレーキングを使用するために追加された労力は、信頼性が高く、一貫性があり、操作が簡単で、高品質の生産において、十分に報われます。
フィン・パス対応
フィンパスの進行は、先に推奨した最後のフィンパスの形状にスムーズにつながるはずである。各フィンパスの作業量はほぼ同じにする。こうすることで、オーバーワークのフィンパスでエッジが損傷するのを避けることができる。
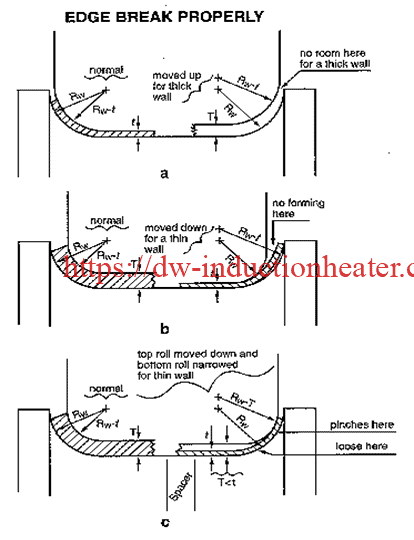 図3-1
図3-1
溶接ロール
ウェルドロールとラストフィンロールの関係
Veeで平行なエッジを得るには、最後のフィンパスロールとウェルドロールの設計の相関関係が必要である。シームガイドと、この領域で使用される可能性のあるサイドロールは、ガイドのためだけのものです。このセクションでは、多くの設備で優れた結果を出しているいくつかのウェルドロール設計について説明し、これらのウェルドロール設計に適合するラストフィンパス設計について説明します。
高周波溶接における溶接ロールの唯一の機能は、加熱されたエッジを、良好な溶接を行うのに十分な圧力で押し付けることである。フィン・ロールの設計では、スケルプは完全に成形され(エッジ付近の半径を含む)、上部は溶接ロールに対して開いている必要がある。この開口部は、あたかも完全に閉じたチューブが、下側でピアノ・ヒンジで連結された2つの半割体で作られ、上側で単にスイングして離れるかのように得られる(図4-1)。このフィン・ロール・デザインは、底部に望ましくない凹みを生じさせることなく、これを実現する。
2ロール・アレンジメント
溶接ロールは、溶接機を停止し、エッジが冷えた状 態でも、エッジをひっくり返すのに十分な圧力で チューブを閉じることができなければならない。そのためには、図4-1の矢印で示したように、大きな水平方向の力が必要です。このような力を得る簡単でわかりやすい方法は、図4-2に提案されているように、2つのサイド・ロールを使用することです。
2本ロール・ボックスは比較的経済的に作ることができる。走行中に調整するネジは1つだけ。右ネジと左ネジがあり、2つのロールを一緒に出し入れします。この配置は、小径や薄肉用に広く使われています。2本ロール構造には、THERMATOOLが開発した平らな楕円形の溶接ロールのスロート形状を使用できるという重要な利点があります。
状況によっては、2本のロールが配置されているため、チューブにスワールマークが発生しやすい場合がある。その一般的な原因は、成形が不適切で、ロール端に通常より高い圧力をかける必要があることである。スワールマークは、高い溶接圧力を必要とする高強度材でも発生することがある。フラッパー・ホイールやグラインダーでロール・エッジを頻繁に清掃すれば、マークを最小限に抑えることができる。
走行中にロールを研磨すると、研磨しすぎたり、ロールに傷がついたりする可能性を最小限に抑えることができますが、その際には細心の注意が必要です。緊急事態に備え、常にE-ストップのそばに誰かを待機させてください。
 図4-1
図4-1
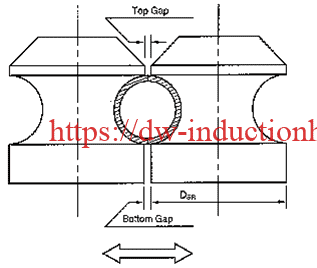 図4-2
図4-2
3本ロール・アレンジメント
多くの圧延業者は、小径管(外径約4-1/2″まで)には図4-3の3本ロール配置を好む。2本ロール配置と比較した場合の主な利点は、スワール・マークがほとんどなくなることです。また、必要であれば、エッジの見当を修正するための調整も可能です。
120度間隔で配置された3つのロールは、頑丈な3爪スクロール・チャックにクレビスで取り付けられている。チャックのスクリューで、3つのロールを一緒に出し入れできます。チャックは、頑丈で調整可能なバックプレートに取り付けられている。最初の調整は、3つのロールを機械加工されたプラグでしっかりと閉じた状態で行う。バックプレートを垂直方向と水平方向に調整し、ボトムロールをミルパス高さとミル中心線に正確に一致させます。その後、バックプレートはしっかりとロックされ、次のロール交換までそれ以上の調整は必要ありません。
2つの上部ロールを保持するクレビスは、調整ネジ付きのラジアルスライドに取り付けられている。これら2つのロールのいずれかを個別に調整することができる。これは、スクロールチャックによる3つのロールの一般的な調整に加えて行われます。
ロール・デザイン
外径約1.0以下のチューブで、2本ロール・ボックスの場合、推奨形状は図4-4のようになる。これが最適な形状である。最良の溶接品質と最高の溶接速度が得られる。外径が約1.0を超えると、0.020のオフセッ トは重要でなくなるため、各ロールを共通の中心か ら研削し、省略することができる。
ロール・デザイン
通常、3本ロール溶接のスロートは丸く研磨され、直径 DWは、完成管の直径Dにサイジング代aを加えた ものである。
RW = DW/2
2本ロール・ボックスと同様、図4-5を参考にロール径を決めてください。一番上のギャップは0.050か、あるいは最も薄い肉厚のどちらか大きい方とする。他の2つのギャップは最大0.060とし、非常に薄い壁の場合は0.020まで小さくする。精度に関しては、2本ロール・ボックスの場合と同じ勧告がここでも適用される。
 図4-3
図4-3
 図4-4
図4-4
 図4-5
図4-5
最後のフィンパス
デザイン目標
最後のフィンパスで推奨される形状は、多くの目的を持って選択された:
- エッジRが形成されたチューブを溶接ロールに提示する。
- ヴェーに平行なエッジを持たせる
- 満足のいく開口部を提供する
- 先に推奨したウェルドロールの設計に適合すること。
- 簡単に挽けるように。
最後のフィン・パス形状
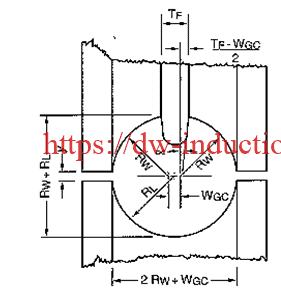
推奨形状を図4-6に示す。下部ロールは単一の中心から一定の半径を持っている。つの上ロール半部もそれぞれ一定の半径を持つ。しかし、上ロールの半径RWは下ロールの半径RLと等しくなく、上ロールの半径を研削する中心は距離WGCだけ横方向にずれている。フィン自体は斜めにテーパーが付けられている。
設計基準
寸法は以下の5つの基準で決められている:
- 上部の研削半径は、溶接ロールの研削半径RWと同じである。
- 胴回りGFは、溶接ロールの胴回りGWよりも絞り代Sに等しい量だけ大きい。
- フィンの厚さTFは、エッジ間の開口部が図2-1に従うようになる。
- フィンのテーパー角度aは、チューブエッジが接線に垂直になるような角度である。
- 上ロールフランジと下ロールフランジの間のスペースyは、ストリップをマーキングすることなく収容し、同時にある程度の操作調整を可能にするように選択される。

高周波誘導の継ぎ目溶接の発電機の技術的な特徴:
| 全固体(MOSFET)高周波誘導チューブおよびパイプ溶接機 | ||||||
| モデル | GPWP-60 | GPWP-100 | GPWP-150 | GPWP-200 | GPWP-250 | GPWP-300 |
| 入力電力 | 60KW | 100KW | 150KW | 200KW | 250KW | 300KW |
| 入力電圧 | 3相、380/400/480V | |||||
| 直流電圧 | 0-250V | |||||
| 直流電流 | 0-300A | 0-500A | 800A | 1000A | 1250A | 1500A |
| 頻度 | 200-500KHz | |||||
| 出力効率 | 85%-95% | |||||
| 力率 | 全負荷>0.88 | |||||
| 冷却水圧 | >0.3MPa | |||||
| 冷却水フロー | >60L/分以上 | >83L/分以上 | >114L/分以上 | >114L/分以上 | >160L/分以上 | >160L/分以上 |
| 入口水温 | <35°C | |||||
 100-800KHZ/3-300KW製品アプリケーションを達成するために、ユニークなIGBTソフトスイッチング高周波チョッピングと電力規制のためのアモルファスフィルタリング、高速かつ正確なソフトスイッチングIGBTインバータ制御を使用して、真の全ソリッドステートIGBT電力調整と可変電流制御技術。
100-800KHZ/3-300KW製品アプリケーションを達成するために、ユニークなIGBTソフトスイッチング高周波チョッピングと電力規制のためのアモルファスフィルタリング、高速かつ正確なソフトスイッチングIGBTインバータ制御を使用して、真の全ソリッドステートIGBT電力調整と可変電流制御技術。- 安定した共振周波数を得て、製品の品質を効果的に向上させ、溶接パイププロセスの安定性を実現するために、輸入されたハイパワー共振コンデンサが使用されている。
- 従来のサイリスタ出力調整技術を高周波チョッピング出力調整技術に置き換え、マイクロ秒レベルの制御を実現し、溶接パイププロセスの出力の迅速な調整と安定性を大幅に実現し、出力リップルは非常に小さく、発振電流は安定しています。溶接シームの平滑性と真直性が保証されます。
- 安全。高周波と10,000ボルトの高電圧が装置内にないため、放射線、干渉、放電、発火などの現象を効果的に避けることができます。
- ネットワーク電圧の変動にも強い。
- 全電力範囲で力率が高く、効果的にエネルギーを節約できる。
- 高効率と省エネ。本装置は入力から出力までハイパワーソフトスイッチング技術を採用し、電力損失を最小化し、電気効率が極めて高く、全電力範囲において力率が極めて高く、効果的にエネルギーを節約でき、従来とは異なる。 チューブ型高周波に比べ、30-40%の省エネ効果がある。
- 装置は小型化され、一体化されているため、占有スペースが大幅に節約される。降圧トランスが不要で、SCR調整用電源周波数大インダクタンスも不要。小型の一体化構造は、設置、メンテナンス、輸送、調整に便利さをもたらす。
- 200-500KHZの周波数範囲は、鋼およびステンレス鋼管の溶接を実現します。


