
Tempra a induzione Applicazioni del processo di superficie
Che cos'è la tempra a induzione?
Tempra a induzione è una forma di trattamento termico in cui una parte di metallo con un contenuto di carbonio sufficiente viene riscaldata nel campo di induzione e poi raffreddata rapidamente. Ciò aumenta sia la durezza che la fragilità del pezzo. Il riscaldamento a induzione consente di ottenere un riscaldamento localizzato a una temperatura predeterminata e di controllare con precisione il processo di tempra. La ripetibilità del processo è quindi garantita. Di solito, la tempra a induzione viene applicata a parti metalliche che devono avere una grande resistenza all'usura superficiale, mantenendo allo stesso tempo le loro proprietà meccaniche. Dopo il processo di tempra a induzione, il pezzo metallico deve essere raffreddato in acqua, olio o aria per ottenere proprietà specifiche dello strato superficiale.

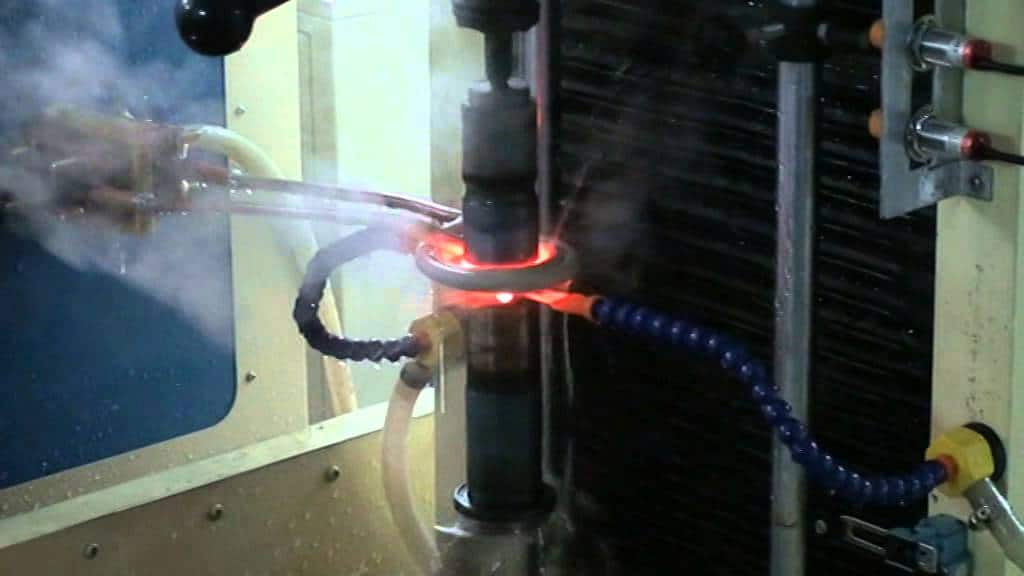
Tempra a induzione è un metodo per indurire rapidamente e selettivamente la superficie di un pezzo metallico. Una bobina di rame che trasporta un livello significativo di corrente alternata viene posizionata vicino al pezzo (senza toccarlo). Il calore viene generato in corrispondenza e in prossimità della superficie dalle correnti parassite e dalle perdite per isteresi. La tempra, solitamente a base di acqua con un'aggiunta come un polimero, viene diretta sul pezzo o viene immersa. Questo trasforma la struttura in martensite, che è molto più dura della struttura precedente.
Un tipo moderno e popolare di apparecchiatura per la tempra a induzione si chiama scanner. Il pezzo viene tenuto tra i centri, ruotato e fatto passare attraverso una bobina progressiva che fornisce sia calore che tempra. Il raffreddamento è diretto sotto la bobina, in modo che qualsiasi area del pezzo venga raffreddata rapidamente subito dopo il riscaldamento. Il livello di potenza, il tempo di permanenza, la velocità di scansione (avanzamento) e altre variabili del processo sono controllate con precisione da un computer.
Processo di cementazione utilizzato per aumentare la resistenza all'usura, la durezza superficiale e la durata a fatica attraverso la creazione di uno strato superficiale indurito, mantenendo una microstruttura interna inalterata.
Tempra a induzione viene utilizzato per aumentare le proprietà meccaniche dei componenti ferrosi in un'area specifica. Le applicazioni tipiche sono quelle dei componenti per la trasmissione, le sospensioni, i motori e gli stampi. La tempra a induzione è eccellente per riparare le richieste di garanzia e i guasti sul campo. I vantaggi principali sono il miglioramento della forza, della resistenza alla fatica e all'usura in un'area localizzata, senza dover riprogettare il componente.
Processi e industrie che possono beneficiare della tempra a induzione:
Trattamento termico
Indurimento della catena
Tempra di tubi e tubazioni
Costruzione navale
Aerospaziale
Ferrovia
Automotive
Energie rinnovabili

Vantaggi della tempra a induzione:
Preferito per i componenti sottoposti a carichi pesanti. L'induzione conferisce un'elevata durezza superficiale con una cassa profonda in grado di gestire carichi estremamente elevati. La resistenza alla fatica aumenta grazie allo sviluppo di un nucleo morbido circondato da uno strato esterno estremamente resistente. Queste proprietà sono auspicabili per i pezzi sottoposti a carichi torsionali e per le superfici soggette a forze d'urto. La lavorazione a induzione viene eseguita un pezzo alla volta, consentendo un movimento dimensionale molto prevedibile da un pezzo all'altro.
Controllo preciso della temperatura e della profondità di tempra
Riscaldamento controllato e localizzato
Facilmente integrabile nelle linee di produzione
Processo rapido e ripetibile
Ogni pezzo può essere temprato con parametri precisi e ottimizzati.
Processo ad alta efficienza energetica
Componenti in acciaio e acciaio inossidabile che possono essere temprati a induzione:
Elementi di fissaggio, flange, ingranaggi, cuscinetti, tubi, piste interne ed esterne, alberi a gomito, alberi a camme, gioghi, alberi di trasmissione, alberi di uscita, mandrini, barre di torsione, ralle, fili, valvole, punte da roccia, ecc.

Maggiore resistenza all'usura
Esiste una correlazione diretta tra durezza e resistenza all'usura. La resistenza all'usura di un pezzo aumenta in modo significativo con la tempra a induzione, supponendo che lo stato iniziale del materiale fosse ricotto o trattato in una condizione più morbida.
Aumento della resistenza e della durata a fatica grazie al nucleo morbido e alle tensioni residue di compressione in superficie
La tensione di compressione (di solito considerata un attributo positivo) è il risultato della struttura indurita vicino alla superficie che occupa un volume leggermente superiore rispetto al nucleo e alla struttura precedente.
Le parti possono essere temprate dopo Tempra a induzione per regolare il livello di durezza, come desiderato
Come ogni processo che produce una struttura martensitica, il rinvenimento riduce la durezza e la fragilità.
Cassa profonda con nucleo resistente
La profondità tipica del bossolo è di 0,030" - 0,120", in media più profonda rispetto a processi come la carburazione, la carbonitrurazione e varie forme di nitrurazione eseguite a temperature subcritiche. Per alcuni progetti, come gli assali o le parti ancora utili anche dopo l'usura del materiale, la profondità di cementazione può arrivare a 0,5 cm o più.
Processo di tempra selettiva senza necessità di mascheratura
Le aree con post-saldatura o post-lavorazione rimangono morbide - pochi altri processi di trattamento termico sono in grado di raggiungere questo risultato.
Distorsione relativamente minima
Esempio: un albero di 1" Ø x 40" di lunghezza, con due perni uniformemente distanziati, ciascuno lungo 2", che devono sostenere un carico e resistere all'usura. La tempra a induzione viene eseguita solo su queste superfici, per un totale di 4" di lunghezza. Con un metodo convenzionale (o se avessimo temprato a induzione l'intera lunghezza), si sarebbe verificata una deformazione significativamente maggiore.
Consente l'utilizzo di acciai a basso costo come il 1045
L'acciaio più utilizzato per i pezzi da temprare a induzione è il 1045. È facilmente lavorabile, ha un costo contenuto e, grazie a un contenuto di carbonio di 0,45% nominale, può essere temprato a induzione fino a 58 HRC +. Inoltre, presenta un rischio relativamente basso di cricche durante il trattamento. Altri materiali popolari per questo processo sono 1141/1144, 4140, 4340, ETD150 e varie ghise.

Limiti della tempra a induzione
Richiede una bobina di induzione e un utensile in relazione alla geometria del pezzo.
Poiché la distanza di accoppiamento pezzo-bobina è fondamentale per l'efficienza del riscaldamento, le dimensioni e il profilo della bobina devono essere scelti con cura. Sebbene la maggior parte dei trattatori disponga di un arsenale di bobine di base per riscaldare forme rotonde come alberi, perni, rulli ecc. Su progetti di volume medio-alto, il vantaggio di una riduzione dei costi di trattamento per pezzo può facilmente compensare il costo della bobina. In altri casi, i vantaggi ingegneristici del processo possono superare i costi. Altrimenti, per i progetti a basso volume, il costo della bobina e dell'utensileria di solito rende il processo impraticabile se si deve costruire una nuova bobina. Inoltre, il pezzo deve essere supportato in qualche modo durante il trattamento. La corsa tra i centri è un metodo popolare per i pezzi di tipo albero, ma in molti altri casi è necessario utilizzare utensili personalizzati.
Maggiore probabilità di cricche rispetto alla maggior parte dei processi di trattamento termico
Ciò è dovuto al rapido riscaldamento e allo spegnimento, nonché alla tendenza a creare punti caldi in corrispondenza di caratteristiche/spigoli quali: sedi di chiavette, scanalature, fori trasversali, filettature.
Distorsione con tempra a induzione
I livelli di distorsione tendono a essere maggiori rispetto a processi come la nitrurazione ionica o gassosa, a causa della rapidità del calore e della conseguente trasformazione martensitica. Detto questo, la tempra a induzione può produrre meno distorsioni rispetto al trattamento termico convenzionale, in particolare quando viene applicata solo a un'area selezionata.
Limitazioni dei materiali con la tempra a induzione
Dal momento che il processo di tempra a induzione non comporta normalmente la diffusione di carbonio o di altri elementi, il materiale deve contenere una quantità di carbonio sufficiente, insieme ad altri elementi, a fornire una temprabilità che supporti la trasformazione martensitica fino al livello di durezza desiderato. In genere, il carbonio è compreso nell'intervallo 0,40%+ e produce una durezza di 56-65 HRC. È possibile utilizzare materiali a basso tenore di carbonio, come l'8620, con una conseguente riduzione della durezza raggiungibile (40-45 HRC in questo caso). Acciai come il 1008, il 1010, il 12L14 e il 1117 non sono tipicamente utilizzati a causa del limitato aumento della durezza ottenibile.
Dettagli del processo di tempra superficiale a induzione
Tempra a induzione è un processo utilizzato per l'indurimento superficiale di componenti in acciaio e altre leghe. I pezzi da trattare termicamente vengono posti all'interno di una bobina di rame e quindi riscaldati al di sopra della loro temperatura di trasformazione applicando una corrente alternata alla bobina. La corrente alternata nella bobina induce un campo magnetico alternato all'interno del pezzo in lavorazione che provoca il riscaldamento della superficie esterna del pezzo a una temperatura superiore a quella di trasformazione.
I componenti vengono riscaldati per mezzo di un campo magnetico alternato fino a una temperatura compresa o superiore all'intervallo di trasformazione, seguita da un immediato spegnimento. Si tratta di un processo elettromagnetico che utilizza una bobina induttrice in rame, alimentata da una corrente a una frequenza e a un livello di potenza specifici.
