
Brasatura a induzione di tubi in acciaio inossidabile su una base
Obiettivo:
Brasatura a induzione è stato utilizzato per unire un tubo in acciaio inossidabile (OD: 45 mm, ID: 42 mm) a una base metallica compatibile. L'obiettivo era quello di ottenere un legame forte e privo di perdite, con un'elevata integrità del giunto adatta alle sollecitazioni meccaniche e termiche. Il caso mirava anche a ottimizzare i parametri di brasatura, tra cui la potenza, la frequenza, il design della bobina, la selezione del metallo d'apporto e il tempo di brasatura, mantenendo l'efficienza dei costi e riducendo al minimo la distorsione termica.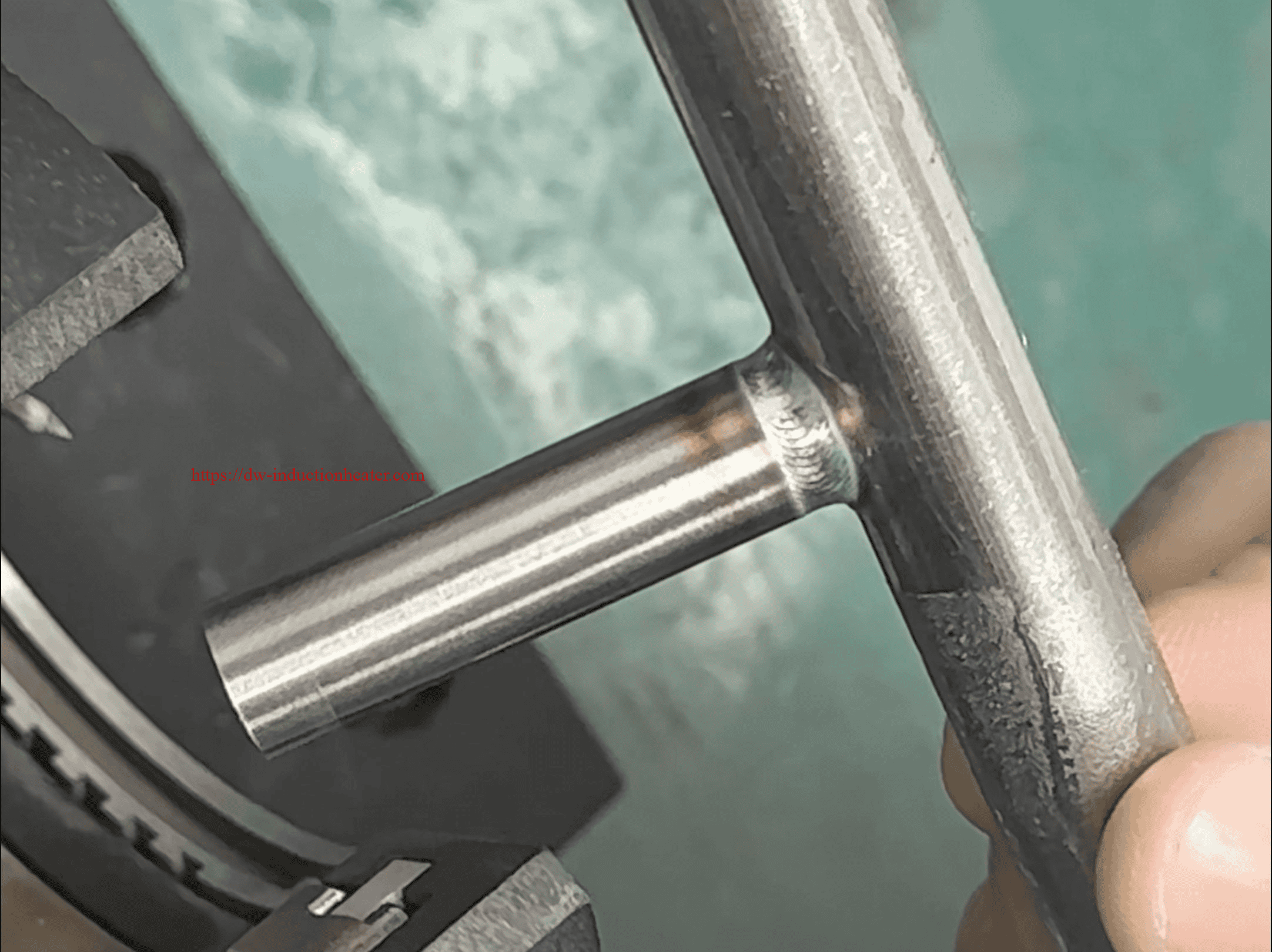
Attrezzatura:
- Macchina per brasatura a induzione
- Modello: Sistema di brasatura a induzione da 10 kW
- Gamma di frequenza: 300-800kHz
- Bobina di induzione personalizzata
- Progettato specificamente per adattarsi alla geometria e ai requisiti di riscaldamento del tubo in acciaio inox e della connessione alla base.
- Sistema di raffreddamento
- Sistema di raffreddamento ad acqua per evitare il surriscaldamento dell'apparecchiatura a induzione e stabilizzare la temperatura durante il funzionamento continuo.
- Strumenti di fissaggio e posizionamento
- Dima e dispositivi per allineare con precisione il tubo e la base in acciaio inox durante la brasatura.
Materiali:
- Tubo in acciaio inox
- Diametro esterno: 45 mm
- Diametro interno: 42 mm
- Grado del materiale: AISI 304 (selezionato per la resistenza alla corrosione e la forza meccanica).
- Materiale di base
- Base in acciaio dolce (acciaio al carbonio), utilizzata per la sua economicità e compatibilità con i tubi in acciaio inox per la brasatura.
- Metallo di riempimento
- Metallo d'apporto: BAg-7 (lega a base di argento con un contenuto di argento di circa 56%, che offre un eccellente flusso capillare e compatibilità con l'acciaio inossidabile).
- Intervallo di fusione: 630-660°C.
- Flusso
- Tipo: Disossidante a base di fluoruro; utilizzato per rimuovere gli ossidi e favorire l'adesione del riempimento alla base e al tubo in acciaio inox.
Prova di brasatura:
- Selezione di potenza e frequenza
- A potenza di 7kW è stato determinato sperimentalmente come ottimale per riscaldare l'area del giunto senza surriscaldare le altre parti del gruppo.
- Il La frequenza operativa è stata impostata a 400kHz per garantire un riscaldamento efficiente del materiale in acciaio inossidabile con la bobina.
- Design della bobina a induzione
- Una bobina elicoidale a doppio giro è stata utilizzata per concentrare il calore sull'area di giunzione, garantendo un riscaldamento uniforme del tubo in acciaio inossidabile e della base contemporaneamente.
- Il diametro della bobina è stato progettato in modo da garantire uno spazio di 3-5 mm su tutti i lati del tubo per un accoppiamento uniforme dell'induzione.
- Posizionamento del giunto di prova
- Il tubo di acciaio inossidabile (45 mm OD) è stato allineato con precisione alla base per garantire uno spazio uniforme di 0,1-0,2 mm per l'azione capillare del materiale di riempimento.
- Controllo della temperatura
- Un pirometro assicurava che la temperatura del giunto raggiungesse e mantenesse circa 650°C.
- Tempo di brasatura
- Le prove hanno identificato un tempo di brasatura ottimale di 10 secondipermettendo al giunto di raggiungere la soglia di temperatura adeguata per la fusione e l'adesione del metallo d'apporto senza sovraesposizione al calore.
Fasi di brasatura:
- Preparazione
- Pulire accuratamente la superficie del tubo e della base in acciaio inox per rimuovere olio, sporco e ossidi.
- Applicare il flussante a base di fluoro in modo uniforme sulle superfici dei giunti.
- Montaggio e posizionamento dei dispositivi
- Il tubo di acciaio inossidabile è stato inserito nella base, con un giunto sovrapposto per massimizzare la resistenza. I dispositivi di fissaggio hanno tenuto fermo l'assemblaggio durante il processo.
- Riscaldamento a induzione
- La macchina a induzione ha applicato 7kW di potenza a 400kHz. Il riscaldamento preciso è stato concentrato sul giunto, dove la bobina circondava il tubo e la base.
- Applicazione del materiale di riempimento
- Quando la temperatura si è avvicinata a 650°C, la lega di riempimento è stata applicata al giunto. L'azione capillare ha attirato il riempimento fuso nella fessura del giunto.
- Raffreddamento
- Dopo la brasatura, l'assemblaggio è stato lasciato raffreddare naturalmente per evitare shock termici.
Risultati/Benefici:
- Forza delle articolazioni
- Il giunto brasato è stato sottoposto a prove di trazione e ha superato i requisiti di carico meccanico con un margine di 15%, ottenendo un collegamento robusto e a prova di perdite, adatto ad applicazioni in pressione.
- Integrità termica
- Il processo ha ridotto al minimo la distorsione termica, preservando l'accuratezza dimensionale del tubo e della base in acciaio inox.
- Efficienza
- Il processo di brasatura è stato completato entro 10 secondi di riscaldamentodimostrando un'elevata produttività con un consumo energetico minimo.
- Finitura ordinata
- Il giunto aveva una finitura pulita grazie al riscaldamento corretto, alla distribuzione del materiale di riempimento e al minimo residuo di flussante. La pulizia post-brasatura è stata minima.
Riscaldamento a induzione Fornisce:
- Riscaldamento preciso e locale:
Il sistema a induzione forniva il calore direttamente e uniformemente all'area del giunto senza influenzare le sezioni adiacenti, riducendo lo stress termico e preservando le proprietà del materiale. - Controllo del processo:
Il controllo preciso della temperatura, della potenza e della frequenza assicura una qualità costante dei giunti e consente l'ottimizzazione per diversi scenari di produzione. - Ripetibilità:
Il processo di induzione ha garantito risultati costanti con variazioni minime tra i giunti, rendendolo altamente affidabile per l'uso industriale su larga scala. - Efficienza energetica:
Il sistema a induzione da 10 kW ha raggiunto un'elevata efficienza di riscaldamento, riducendo significativamente il consumo di energia rispetto a metodi di brasatura alternativi come la brasatura in forno. - Sicurezza e pulizia:
Il riscaldamento a induzione ha eliminato le fiamme libere, riducendo i rischi sul posto di lavoro e garantendo un ambiente di processo più pulito.
Analisi dei dati e statistiche:
| Parametro | Valore | Note |
|---|---|---|
| Potenza | 7kW | Ottimizzato per bilanciare la distribuzione del calore. |
| Frequenza | 400kHz | Ottimale per l'acciaio inossidabile e il riempimento. |
| Design della bobina | Bobina elicoidale a doppio giro | Assicura un riscaldamento uniforme intorno al giunto. |
| Tempo di brasatura | 10 secondi | Sufficiente per sciogliere e riempire. |
| Materiale di riempimento | Lega d'argento BAg-7 | Alta resistenza ed eccellente flusso capillare. |
| Temperatura raggiunta | 650°C | Ideale per la fusione di materiale di riempimento. |
Questo caso di brasatura a induzione ha dimostrato l'efficacia e la precisione del metodo nella creazione di giunti di alta qualità in applicazioni impegnative in acciaio inossidabile. L'analisi dettagliata e l'ottimizzazione di tutti i parametri di processo hanno garantito il successo dell'operazione di brasatura, massimizzando l'efficienza e la produttività.