




Induktive Oberflächenhärtung für Ankerwellen
Beschreibung
Induktive Oberflächenhärtung für Ankerwellen
Zielsetzung
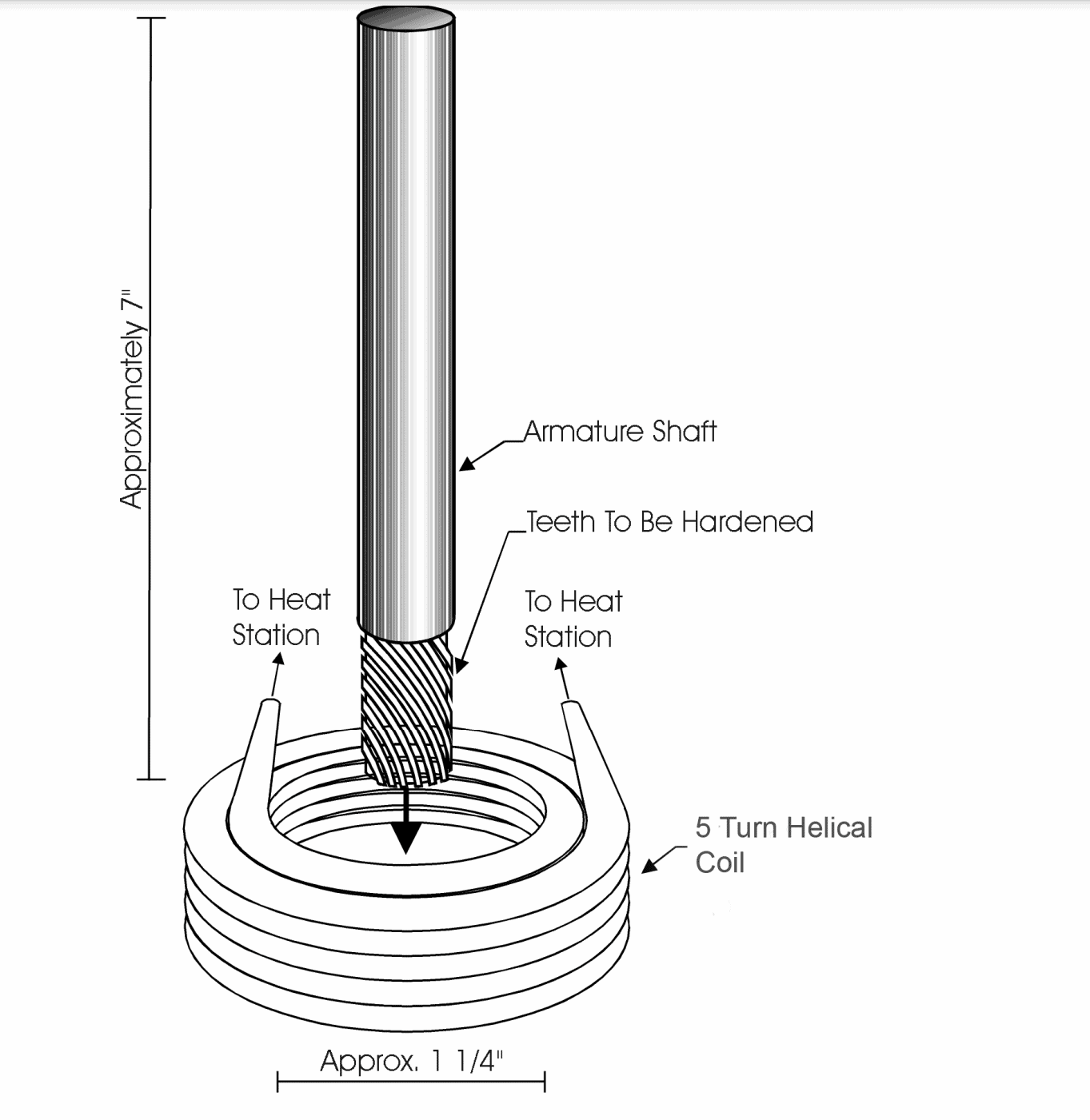
Induktive Oberflächenhärtung das zahnradseitige Ende einer Ankerwelle auf 58-65 Rockwell C in einer Tiefe von 0,02″(.51mm) auf der Mittellinie der Zähne und auf 49-55 Rockwell C in einer Tiefe von 0,010″ (.3mm) auf der Mittellinie des Zahnfußes.
Material: Armaturenwelle aus Stahl mit einer Länge von 7″ (177,8 mm) und einem Zahnraddurchmesser von etwa 1/2 (12,7 mm).

Temperatur: 1700ºF(926.7ºC)
Frequenz: 140 kHz
Ausrüstung

- Induktionserwärmungsanlage DW-UHF-30kW, ausgestattet mit einem ferngesteuerten Arbeitskopf mit zwei (2) Kondensatoren
insgesamt 0,5 µF
- 4-20 mA Eingangssimulator
- Eine speziell für diese Anwendung konzipierte und entwickelte Induktionsheizspule.

Prozess
Eine Wendel mit fünf Windungen wird verwendet, um das Zahnradende der Welle 2,5 Sekunden lang auf 1700ºF (926,7ºC) zu erhitzen, um die gewünschte Härte zu erreichen.
Ergebnisse/Nutzen
Induktionserwärmung bietet:
- Punktgenauigkeit
- Maximale Wiederholbarkeit
- Schnellere Zykluszeit




