Zielsetzung
Ziel dieses Anwendungstests ist es, die Erwärmungszeiten für das Induktionslöten von Kupferdrahtverbindern auf ein Kupferkoaxialkabel zu ermitteln. Der Kunde möchte das Handlöten mit Lötkolben durch Induktionslöten ersetzen. Handlöten kann arbeitsintensiv sein, und die resultierende Lötstelle hängt stark von den Fähigkeiten des Bedieners ab. Induktionslöten ermöglicht eine endliche Prozesskontrolle und liefert ein konsistentes Ergebnis.
Ausrüstung
DW-UHF-6KW-III Handgeführte Induktionslötanlage
 Materialien
Materialien
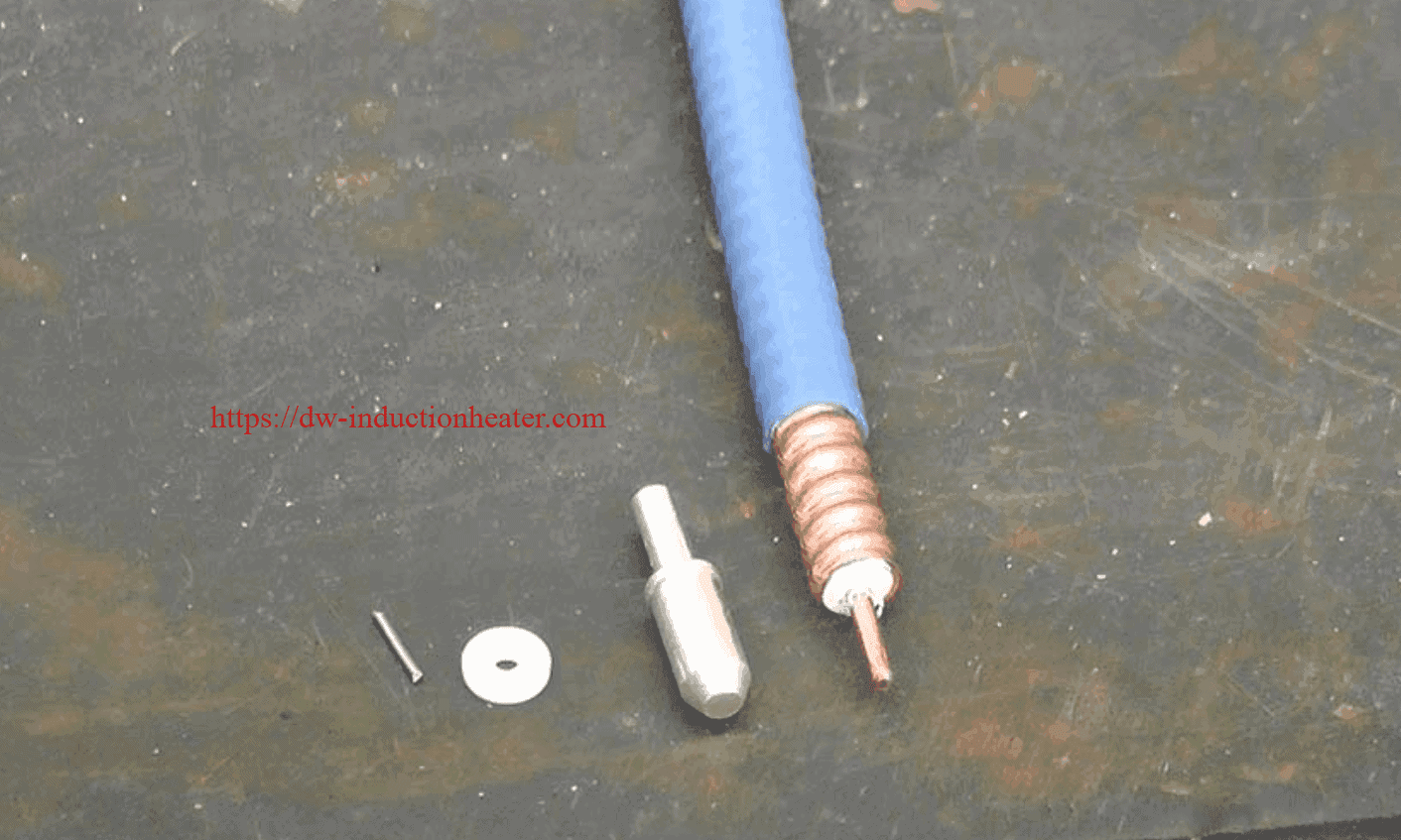
- Kupfer-Koaxialkabel
- Plattierte Kupferverbinder
- Interner Steckverbinder in Form einer Kupferkugel
- Interner Steckverbinder in Form eines Kupferstifts
- Lötdraht
- Kohlenstoffstahl
Test 1: Anlöten des Mittelleiters des Kupferkoaxialkabels an den kugelförmigen Mittelbolzen
Wichtige Parameter
Temperatur: ~400°F (204°C)
Leistung: 1,32 kW
Zeit: 3 Sekunden für Bullet-Anschluss
Test 2: Löten des Kupferkoax-Mittelleiters an den nadelförmigen Mittelbolzen
Wichtige Parameter
Temperatur: ~400°F (204°C)
Leistung: 1,32 kW
Zeit: 1,5 Sekunden für den Nadelanschluss
Test 3: Löten von Kupferkoaxialkabel an den Endstecker (kugelförmiger Mittelstift)
Wichtige Parameter
Temperatur: ~400°F (204°C)
Leistung: 1,8 kW
Zeit: 30 Sekunden Heizzeit, gefolgt von einem 10-sekündigen Kühlzyklus
Test 4: Löten von Kupferkoaxialkabel an den Endstecker (nadelförmiger Mittelstift)
Wichtige Parameter
Temperatur: ~400°F (204°C)
Zeit: 30 Sekunden Heizzeit, gefolgt von einem 10-sekündigen Kühlzyklus
 Prozess:
Prozess:
Für jede Art von Mittelstift besteht das Lötverfahren aus zwei Schritten. Erstens, das Anlöten des Mittelstifts (kugelförmig oder nadelförmig) an den Mittelleiter des Koaxialkabels; und zweitens, das Einlöten des Koaxialkabels mit dem Stift in den Endstecker
Tests 1 und 2: Anlöten des Kupferkoax-Mittelleiters an den Mittelstift des Steckers
- Der interne Steckerstift (Nadel und Kugel folgten demselben Verfahren) wurde mit dem Mittelleiter des Koaxialkabels verbunden. Ein Lötpfropfen von etwa ½ der Länge des Stifts, an dem der Draht angelötet werden soll, wurde abgeschnitten und in das aufnehmende Ende des Mittelstifts eingesetzt. Der Kupferleiter des Koaxialkabels wurde so positioniert, dass er mit leichtem Druck nach unten auf dem Lötpfropfen im Stift auflag.
- Die Baugruppe wurde in eine Induktionsspule mit zwei Umdrehungen eingesetzt, und der Strom wurde eingeschaltet.
- Als das Lot schmolz, setzte sich der Kupferleiter des Koaxialkabels in den mittleren Stift. Die Baugruppe wurde noch einige Sekunden lang stillgehalten, während das Lot abkühlte. Hinweis: Es ist wichtig, die Lötstelle ruhig zu halten, bis sie abgekühlt ist. Wenn sie sich bewegt, kann eine "kalte" Lötstelle entstehen.
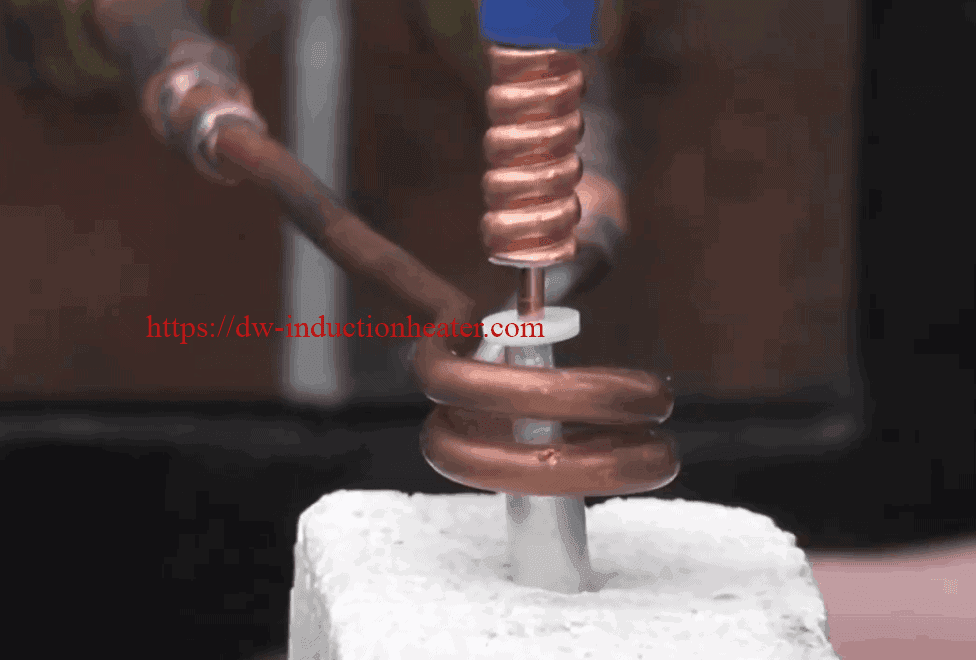
Tests 3 und 4: Anlöten von Kupfer-Schraubsteckern an den Center Pin
- Lötdraht wurde um die gewellten Rillen des Koaxialkabels gewickelt. Das verlötete Koaxialkabel wurde in den Endstecker gesteckt.
- Die Baugruppe wurde in eine u-förmige Induktionsspule gestellt und der Strom eingeschaltet.
- Erhitzungszeit - 30 Sekunden für jede Baugruppe, gefolgt von einer 10-sekündigen Pause, um die Legierung erstarren zu lassen.
Ergebnisse/Nutzen:
Das Löten war erfolgreich und bestätigte, dass das Induktionslöten von Kupferdrahtanschlüssen eine ausgezeichnete Alternative zum Handlöten ist.
- Präzise Steuerung von Zeit und Temperatur
- Leistung nach Bedarf mit schnellen Wärmezyklen
- Wiederholbarer Prozess, nicht bedienerabhängig
- Sicheres Heizen ohne offene Flammen
- Energieeffizientes Heizen