
Induktionslöten von Edelstahlrohren auf einem Sockel
Zielsetzung:
Induktionslöten wurde verwendet, um ein Edelstahlrohr (OD: 45mm, ID: 42mm) mit einer kompatiblen Metallbasis zu verbinden. Ziel war es, eine starke, leckagefreie Verbindung mit hoher Integrität der Verbindung zu erreichen, die für mechanische und thermische Beanspruchungen geeignet ist. Außerdem sollten die Lötparameter, einschließlich Leistung, Frequenz, Spulendesign, Lotauswahl und Lötzeit, optimiert werden, wobei die Kosteneffizienz beibehalten und die thermische Verformung minimiert werden sollte.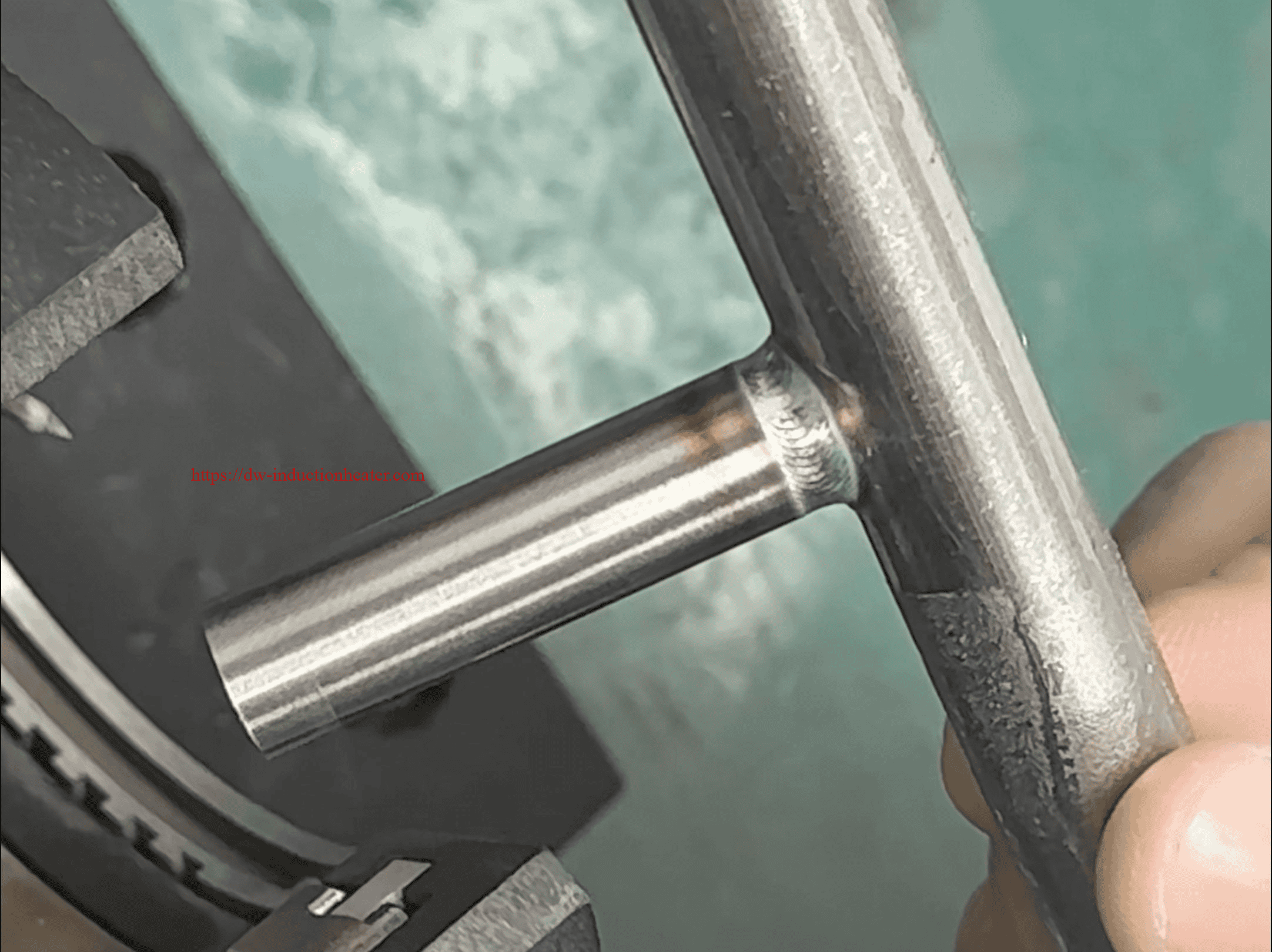
Ausrüstung:
- Induktionslötmaschine
- Modell: 10kW Induktionslötanlage
- Frequenzbereich: 300-800kHz
- Kundenspezifische Induktionsspule
- Speziell entwickelt, um die Geometrie und die Wärmeanforderungen der Verbindung von Edelstahlrohr und Sockel zu erfüllen.
- Kühlsystem
- Wasserkühlung zur Vermeidung einer Überhitzung der Induktionsanlage und zur Stabilisierung der Temperatur im Dauerbetrieb.
- Vorrichtungen und Positionierungswerkzeuge
- Schablone und Vorrichtungen zum präzisen Ausrichten des Edelstahlrohrs und des Sockels beim Löten.
Materialien:
- Rohr aus rostfreiem Stahl
- Außendurchmesser: 45 mm
- Innendurchmesser: 42mm
- Werkstoffklasse: AISI 304 (ausgewählt wegen seiner Korrosionsbeständigkeit und mechanischen Festigkeit).
- Grundmaterial
- Basis aus unlegiertem Stahl (Kohlenstoffstahl), der wegen seiner wirtschaftlichen Eignung und seiner Kompatibilität mit Edelstahlrohren zum Löten verwendet wird.
- Zusatzwerkstoff Metall
- Zusatzwerkstoff: BAg-7 (Legierung auf Silberbasis mit einem Silbergehalt von ca. 56%, die einen ausgezeichneten Kapillarfluss und Kompatibilität mit Edelstahl bietet).
- Schmelzbereich: 630-660°C.
- Flux
- Art: Flussmittel auf Fluoridbasis; wird verwendet, um Oxide zu entfernen und die Haftung der Spachtelmasse auf dem Untergrund und dem Edelstahlrohr zu fördern.
Testlöten:
- Auswahl von Leistung und Frequenz
- A Leistungsabgabe von 7kW wurde experimentell als optimal für die Erwärmung des Verbindungsbereichs ermittelt, ohne andere Teile der Baugruppe zu überhitzen.
- Die Die Betriebsfrequenz wurde auf 400kHz eingestellt. um eine effiziente Erwärmung des Edelstahls durch die Spule zu gewährleisten.
- Induktionsspulen-Design
- Eine Wendel mit doppelter Windung wurde verwendet, um die Wärme auf den Verbindungsbereich zu fokussieren und eine gleichmäßige Erwärmung des Edelstahlrohrs und der Basis gleichzeitig zu gewährleisten.
- Der Spulendurchmesser wurde so gewählt, dass auf allen Seiten des Rohrs ein Spalt von 3-5 mm für eine gleichmäßige Induktionskopplung vorhanden ist.
- Test Joint Positionierung
- Das Edelstahlrohr (45 mm Außendurchmesser) wurde genau auf die Basis ausgerichtet, um einen gleichmäßigen Spalt von 0,1-0,2 mm für die Kapillarwirkung des Füllmaterials zu gewährleisten.
- Temperaturkontrolle
- Mit Hilfe eines Pyrometers wurde sichergestellt, dass die Fügetemperatur ca. 650 °C erreicht und gehalten wurde.
- Lötzeit
- Die Versuche ergaben eine optimale Lötdauer von 10 SekundenDadurch kann die Verbindung die richtige Temperaturschwelle für das Schmelzen des Schweißzusatzes und die Haftung erreichen, ohne dass es zu einer übermäßigen Hitzeeinwirkung kommt.
Schritte zum Löten:
- Vorbereitung
- Reinigen Sie die Oberfläche des Edelstahlrohrs und des Sockels sorgfältig, um Öl, Schmutz und Oxide zu entfernen.
- Gleichmäßiges Auftragen von fluoridhaltigem Flussmittel auf die Fugenoberflächen.
- Montage und Positionierung von Vorrichtungen
- Das Edelstahlrohr wurde mit einer überlappenden Verbindung in die Basis eingesetzt, um die Festigkeit zu maximieren. Vorrichtungen hielten die Baugruppe während des Prozesses stabil.
- Induktionserwärmung
- Die Induktionsmaschine lieferte eine Leistung von 7 kW bei 400 kHz. Die präzise Erwärmung konzentrierte sich auf die Verbindungsstelle, wo die Spule das Rohr und die Basis umschloss.
- Spachtelmaterial Anwendung
- Als sich die Temperatur 650°C näherte, wurde die Füllstofflegierung auf die Fuge aufgetragen. Durch die Kapillarwirkung wurde der geschmolzene Füllstoff in den Fugenspalt gezogen.
- Kühlung
- Nach dem Löten ließ man die Baugruppe natürlich abkühlen, um einen Temperaturschock zu vermeiden.
Ergebnisse/Nutzen:
- Stärke der Gelenke
- Die Lötverbindung wurde einem Zugtest unterzogen und übertraf die Anforderungen an die mechanische Belastung um 15%, wodurch eine starke und dichte Verbindung erreicht wurde, die für Druckanwendungen geeignet ist.
- Thermische Integrität
- Das Verfahren minimierte die Wärmeverformung und bewahrte die Maßgenauigkeit des Edelstahlrohrs und der Basis.
- Wirkungsgrad
- Der Lötprozess wurde innerhalb von 10 Sekunden Heizzeitund demonstriert hohe Produktivität bei minimalem Energieverbrauch.
- Sauberes Finish
- Die Verbindung war aufgrund der ordnungsgemäßen Erwärmung, der Verteilung des Füllmaterials und der minimalen Flussmittelrückstände sauber verarbeitet. Die Reinigungsarbeiten nach dem Löten waren minimal.
Induktionserwärmung bietet:
- Präzises und lokales Heizen:
Das Induktionssystem lieferte die Wärme direkt und gleichmäßig an den Fugenbereich, ohne die angrenzenden Abschnitte zu beeinträchtigen, wodurch die thermische Belastung reduziert und die Materialeigenschaften erhalten wurden. - Prozesskontrolle:
Die präzise Steuerung von Temperatur, Leistung und Frequenz gewährleistete eine gleichbleibende Qualität der Verbindungen und ermöglichte eine Optimierung für verschiedene Produktionsszenarien. - Reproduzierbarkeit:
Das Induktionsverfahren sorgte für gleichbleibende Ergebnisse mit minimalen Abweichungen zwischen den einzelnen Verbindungen, was es für den industriellen Großeinsatz äußerst zuverlässig machte. - Energie-Effizienz:
Das 10-kW-Induktionssystem erreichte eine hohe Erwärmungseffizienz und senkte den Energieverbrauch im Vergleich zu alternativen Lötmethoden wie dem Ofenlöten erheblich. - Sicherheit und Sauberkeit:
Durch die Induktionserwärmung werden offene Flammen vermieden, was die Gefahren am Arbeitsplatz verringert und eine sauberere Prozessumgebung schafft.
Datenanalyse und Statistik:
| Parameter | Wert | Anmerkungen |
|---|---|---|
| Strom | 7kW | Optimiert für eine gleichmäßige Wärmeverteilung. |
| Frequenz | 400kHz | Optimal für rostfreien Stahl und Spachtelmasse. |
| Spulen-Design | Wendelspule mit doppelter Windung | Sorgt für eine gleichmäßige Erwärmung rund um die Fuge. |
| Lötzeit | 10 Sekunden | Ausreichend zum Schmelzen und Abfüllen. |
| Füllmaterial | BAg-7 Silberlegierung | Hohe Festigkeit und ausgezeichneter Kapillarfluss. |
| Erreichte Temperatur | 650°C | Ideal zum Schmelzen von Füllmaterial. |
Diese Induktionslötgehäuse demonstrierte die Effektivität und Präzision des Verfahrens bei der Herstellung hochwertiger Verbindungen in anspruchsvollen Edelstahlanwendungen. Die detaillierte Analyse und Optimierung aller Prozessparameter stellte den Erfolg des Lötvorgangs sicher und maximierte gleichzeitig die Effizienz und Produktivität.