Induktionserwärmung Stahlgriff zum Biegen
Beschreibung
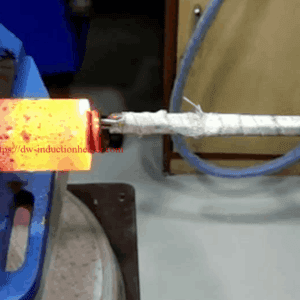
Induktionserwärmung Stahlgriff zum Biegen mit Hochfrequenz-Induktionserwärmungssystem
Objektiv Wärmezange für die endgültige Formgebung der Griffe
Material Stahlzangengriffe 5" (12,7 cm) lang; 0,14" (3,56mm) dick
Temperatur 1200ºF (649 ºC)
Frequenz 50 kHz
Ausrüstung DW-HF-4.5kW Induktionsheizsystem, ausgestattet mit einer Fernheizstation, die zwei (2) 0,33 μF Kondensatoren für insgesamt 0,66 μF enthält. Eine speziell entworfene und entwickelte Induktionsheizspule
für diese Anwendung.
Prozess Eine spiralförmige Spule mit mehreren Windungen wird verwendet, um eine 9,53 cm (3,75") lange Zone an einem Griff der Zange zu erhitzen. Das Design der Spule ermöglicht ein einfaches Be- und Entladen, ohne dass das Teil gedreht werden muss. Der Griff wird in die Spule eingeführt und 30 Sekunden lang auf 1200°F erhitzt. Dann wird das Teil in eine
gepresst und in die richtige Stielform gebracht.
Mit einer höheren kW-Leistung können mehrere Zangengriffe gleichzeitig beheizt werden.
Ergebnisse/Vorteile - Durch die präzise Erwärmung der gewünschten Zone wird eine Überhitzung des Teils vermieden. Dies bietet eine höhere Qualität im Vergleich zur Erwärmung mit einem Brenner.