





Stangopvarmningsovn med induktion til aluminium, kobber og stålstænger
Beskrivelse
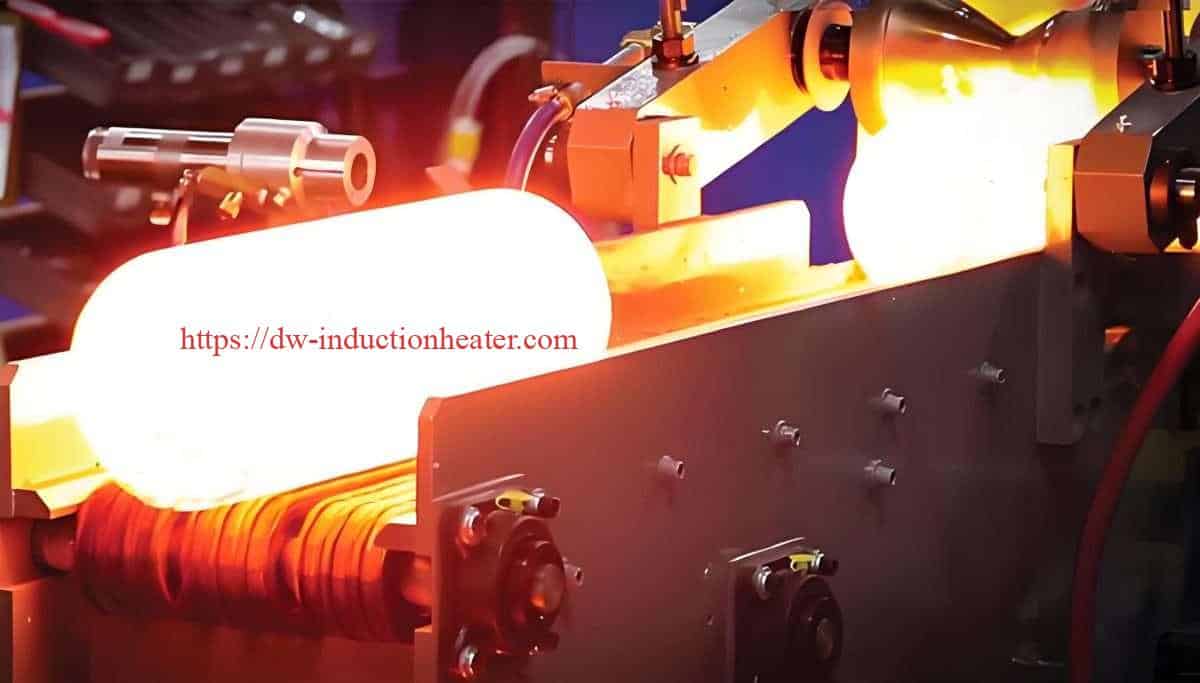
Induktionsovne til opvarmning af aluminium-, kobber- og stålstænger til smedning, valsning og ekstrudering
Induktionsovne til opvarmning af stænger er uundværlige til opvarmning af aluminium-, kobber- og stålstænger og tilbyder uovertruffen effektivitet, ensartethed og bæredygtighed. Uanset om du ønsker at strømline smedeprocesser eller opnå præcis temperaturkontrol til varmebehandling, sikrer denne teknologi optimale resultater på tværs af forskellige industrier. Med deres tilpassede parametre og avancerede funktioner er induktionsovne til opvarmning af stænger med til at forme fremtiden for metalopvarmningsprocesser.

Denne artikel udforsker de omfattende tekniske aspekter af induktionsvarmeovne til forskellige metaller, herunder stål, kobber, messing, aluminium, titanium og meget mere. Vi undersøger de grundlæggende principper, systemkomponenter, tekniske parametre, driftsmæssige overvejelser og specifikke anvendelser på tværs af forskellige metaller.
Hvorfor induktionsopvarmning af aluminium-, kobber- og stålstænger?
Hvert stangmateriale - aluminium, kobber og stål - har forskellige termiske og elektriske egenskaber, som påvirker dets opvarmningsadfærd. Se her, hvordan induktionsopvarmning skiller sig ud for hvert materiale:
- Aluminiumsstænger: Aluminiumstænger er kendt for deres høje varmeledningsevne og lave massefylde og kræver derfor færre opvarmningscyklusser. Induktionsopvarmning sikrer præcis temperaturkontrol uden overophedning eller vridning af følsomme aluminiumslegeringer.
- Kobberstænger: Med en usædvanlig høj termisk og elektrisk ledningsevne opvarmes kobber hurtigt under induktion. Ensartet opvarmning forhindrer termisk stress og optimerer effektiviteten.
- Stålstænger: Stål er ideelt til induktionsopvarmning på grund af dets relativt lavere ledningsevne og magnetiske egenskaber. Induktionsovne håndterer stålopvarmning upåklageligt til processer som overfladehærdning og smedning.
Grundlæggende principper for induktionsopvarmning
Induktionsopvarmning fungerer efter principperne elektromagnetisk induktion og Joule-opvarmning.
- Elektromagnetisk felt: En højfrekvent vekselstrøm (AC) flyder gennem en specialdesignet induktionsspole (induktor).

- Inducerede strømme: Denne strøm genererer et stærkt, hurtigt skiftende magnetfelt omkring og i spolen. Når en ledende metalstang placeres inden for dette felt, inducerer den skiftende magnetiske flux cirkulerende elektriske strømme inden i stangen, kendt som hvirvelstrømme.
- Joule-opvarmning: På grund af metalstangens elektriske modstand afgiver disse hvirvelstrømme energi i form af varme (I²R-tab, hvor I er strøm og R er modstand).
- Hystereseopvarmning (til magnetiske materialer): For ferromagnetiske materialer som stål under deres Curie-temperatur (ca. 770 °C) genereres der yderligere varme ved hysteresetab, når de magnetiske domæner i materialet modstår de hurtige omskiftninger af magnetfeltet.

De vigtigste parametre, der påvirker induktionsopvarmning, omfatter:
- Frekvens: Bestemmer indtrængningsdybden for opvarmning
- Effekttæthed: Kontrollerer opvarmningshastigheden
- Materialeegenskaber: Elektrisk resistivitet og magnetisk permeabilitet
- Koblingsafstand: Mellemrum mellem induktor og arbejdsemne
- Opholdstid: Varighed af eksponering for induktionsfeltet
Kernekomponenter i et varmesystem til induktionsstænger
En typisk ovn til opvarmning af induktionsstænger består af følgende komponenter:
- Strømforsyning: Konverterer standard netfrekvens (50/60 Hz) til mellem- eller højfrekvens (500 Hz til 400 kHz)
- Induktionsspole: Skaber det elektromagnetiske felt til at opvarme arbejdsemnet
- Materialehåndteringssystem: Fører stænger gennem varmezonen
- Kølesystem: Opretholder komponenternes driftstemperaturer
- Kontrolsystem: Overvåger og regulerer varmeparametre
- Apparater til temperaturmåling: Pyrometre eller termoelementer til feedback-styring
- System til beskyttende atmosfære: Til følsomme materialer som titanium


Tekniske parametre for forskellige metalanvendelser
Parametre for opvarmning af stålstænger
| Parameter | Stål med lavt kulstofindhold | Medium kulstofstål | Stål med højt kulstofindhold | Legeret stål |
|---|---|---|---|---|
| Optimal smedetemperatur (°C) | 1150-1250 | 1100-1200 | 1050-1150 | 1050-1200 |
| Opvarmningshastighed (°C/min) | 300-600 | 250-500 | 200-400 | 200-450 |
| Effekttæthed (kW/kg) | 1.0-1.8 | 0.9-1.6 | 0.8-1.4 | 0.8-1.5 |
| Frekvensområde (kHz) | 0.5-10 | 0.5-10 | 1-10 | 1-10 |
| Typisk effektivitet (%) | 70-85 | 70-85 | 65-80 | 65-80 |
| Krav til atmosfæren | Luft/nitrogen | Luft/nitrogen | Kontrolleret atmosfære | Kontrolleret atmosfære |
Parametre for opvarmning af ikke-jernholdige metalstænger
| Parameter | Kobber | Messing | Aluminium | Titanium |
|---|---|---|---|---|
| Optimal smedetemperatur (°C) | 750-900 | 650-850 | 400-500 | 900-950 |
| Opvarmningshastighed (°C/min) | 150-300 | 180-350 | 250-450 | 100-200 |
| Effekttæthed (kW/kg) | 0.6-1.2 | 0.5-1.0 | 0.4-0.8 | 0.7-1.2 |
| Frekvensområde (kHz) | 2-10 | 2-10 | 3-15 | 3-15 |
| Typisk effektivitet (%) | 55-70 | 60-75 | 65-80 | 60-75 |
| Krav til atmosfæren | Inert/Reducerende | Inert/Reducerende | Luft/nitrogen | Argon/Vakuum |

Systemkonfigurationsparametre efter stangdiameter
| Stangens diameter (mm) | Anbefalet frekvens (kHz) | Typisk effektområde (kW) | Maksimal gennemstrømning (kg/time) | Ensartethed i temperatur (±°C) |
|---|---|---|---|---|
| 10-25 | 8-15 | 50-200 | 100-500 | 5-10 |
| 25-50 | 4-8 | 150-400 | 300-1000 | 8-15 |
| 50-100 | 1-4 | 300-800 | 800-2500 | 10-20 |
| 100-200 | 0.5-2 | 600-1500 | 1500-5000 | 15-25 |
| >200 | 0.3-1 | 1000-3000 | 3000-10000 | 20-30 |
Analyse af termisk effektivitet
Induktionsopvarmning giver betydelige effektivitetsfordele sammenlignet med konventionelle opvarmningsmetoder:
| Opvarmningsmetode | Termisk effektivitet (%) | Energiforbrug (kWh/ton) | CO₂-udledning (kg/ton) |
|---|---|---|---|
| Induktionsopvarmning | 70-90 | 350-450 | 175-225 |
| Gasfyret ovn | 20-45 | 800-1100 | 400-550 |
| Oliefyret ovn | 20-40 | 850-1200 | 600-850 |
| Elektrisk modstand | 45-70 | 500-650 | 250-325 |
Materialespecifikke overvejelser og anvendelser
Ovne til opvarmning af stålstænger
Stålets magnetiske egenskaber (indtil det når Curie-temperaturen) gør det ideelt til induktionsopvarmning, hvilket resulterer i høj effektivitet.
Tabel: Tekniske specifikationer for induktionsovne til stålstænger
| Parameter | Lille kapacitet | Medium kapacitet | Stor kapacitet |
|---|---|---|---|
| Nominel effekt (kW) | 100-300 | 350-800 | 900-3000 |
| Frekvensområde (kHz) | 1-5 | 0.5-3 | 0.2-1 |
| Maks. Stangdiameter (mm) | 25-80 | 80-150 | 150-300 |
| Opvarmningskapacitet (kg/h) | 200-600 | 600-1500 | 1500-5000 |
| Temperaturområde (°C) | 500-1250 | 500-1250 | 500-1250 |
| Energiforbrug (kWh/t) | 280-340 | 250-310 | 230-290 |
Tabel: Ydelsesdata for opvarmning af stålstænger
| Stangens diameter (mm) | Opvarmningstid til 1200°C (min) | Strømforbrug (kWh) | Ensartethed i temperatur (±°C) |
|---|---|---|---|
| 30 | 2-3 | 15-22 | ±8 |
| 60 | 4-7 | 40-55 | ±10 |
| 120 | 8-12 | 100-140 | ±15 |
| 250 | 15-22 | 300-380 | ±20 |
Stål er stadig det mest almindelige materiale, der opvarmes i Induktionsovne. Curie-punktet (ca. 760 °C) har stor betydning for opvarmningsprocessen, da de magnetiske egenskaber ændrer sig over denne temperatur.
For stålstænger giver induktionsopvarmning:
- Konsekvent gennemvarmning for homogen mikrostruktur
- Minimal kalkdannelse (0,3-0,8% materialetab i forhold til 2-3% i konventionelle ovne)
- Præcis temperaturkontrol til kritiske legeringer
Eksempel på anvendelse: Produktion af krumtapaksler til biler kræver opvarmning af legerede stålstænger med en diameter på 60 mm til 1180 °C med en ensartethed på ±10 °C. Moderne induktionssystemer opnår dette med en effekt på 450 kW ved en frekvens på 3 kHz og behandler 1.200 kg/t med en effektivitet på 78%.
Copper Bar-opvarmningsovne
Kobbers fremragende elektriske ledningsevne gør det til en udfordring for induktionsopvarmning, der kræver specialudstyr.
Tabel: Tekniske specifikationer for induktionsovne til kobberstænger
| Parameter | Lille kapacitet | Medium kapacitet | Stor kapacitet |
|---|---|---|---|
| Nominel effekt (kW) | 75-200 | 250-600 | 700-2000 |
| Frekvensområde (kHz) | 3-10 | 2-6 | 1-4 |
| Maks. Stangdiameter (mm) | 15-50 | 50-100 | 100-200 |
| Opvarmningskapacitet (kg/h) | 150-400 | 400-1000 | 1000-3500 |
| Temperaturområde (°C) | 400-1000 | 400-1000 | 400-1000 |
| Energiforbrug (kWh/t) | 290-350 | 260-320 | 240-300 |
Tabel: Ydelsesdata for opvarmning af kobberstænger
| Stangens diameter (mm) | Opvarmningstid til 800°C (min) | Strømforbrug (kWh) | Ensartethed i temperatur (±°C) |
|---|---|---|---|
| 20 | 2-4 | 12-18 | ±4 |
| 40 | 4-8 | 30-40 | ±6 |
| 80 | 9-14 | 80-110 | ±9 |
| 150 | 18-25 | 200-260 | ±12 |
Kobbers høje varmeledningsevne giver udfordringer med hensyn til ensartet opvarmning. Højere frekvenser (3-10 kHz) anvendes typisk for at optimere skin-effekten og sikre en jævn varmefordeling.
Tekniske parametre for ekstrudering af kobberstænger:
- Optimal opvarmningstemperatur: 750-850°C
- Effekttæthed: 0,8-1,0 kW/kg
- Opvarmningstid for 50 mm bar: 2-3 minutter
- Valg af frekvens: 4-8 kHz
- Atmosfære: Nitrogen eller reducerende atmosfære for at forhindre oxidation
Ovne til opvarmning af aluminiumstænger
Aluminiums høje varmeledningsevne og lave elektriske resistivitet giver unikke udfordringer for induktionsopvarmning.
Tabel: Tekniske specifikationer for induktionsovne til aluminiumstænger
| Parameter | Lille kapacitet | Medium kapacitet | Stor kapacitet |
|---|---|---|---|
| Nominel effekt (kW) | 50-150 | 200-500 | 600-1500 |
| Frekvensområde (kHz) | 2-8 | 1-4 | 0.5-3 |
| Maks. Stangdiameter (mm) | 20-60 | 60-120 | 120-250 |
| Opvarmningskapacitet (kg/h) | 100-300 | 300-800 | 800-3000 |
| Temperaturområde (°C) | 300-650 | 300-650 | 300-650 |
| Energiforbrug (kWh/t) | 320-380 | 280-340 | 260-310 |
Tabel: Ydelsesdata for opvarmning af aluminiumstænger
| Stangens diameter (mm) | Opvarmningstid til 550°C (min) | Strømforbrug (kWh) | Ensartethed i temperatur (±°C) |
|---|---|---|---|
| 25 | 3-5 | 15-20 | ±5 |
| 50 | 6-10 | 35-45 | ±7 |
| 100 | 12-18 | 90-120 | ±10 |
| 200 | 25-35 | 250-320 | ±15 |
Aluminiums høje elektriske ledningsevne og lave smeltepunkt kræver omhyggelig kontrol:
Kritiske parametre for opvarmning af aluminiumsbillet:
- Præcis temperaturkontrol (±5°C) for at undgå delvis smeltning
- Højere frekvenser (5-15 kHz) for at overvinde høj ledningsevne
- Typisk effekttæthed: 0,4-0,7 kW/kg
- Kontrol af temperaturrampehastighed: 250-400°C/min
- Automatiserede udstødningssystemer for at forhindre overophedning

Forarbejdning af titanium
Titans reaktivitet med ilt gør det nødvendigt med beskyttende atmosfærer:
Særlige krav til opvarmning af titanium:
- Beskyttelse mod argongas eller vakuummiljøer
- Ensartet temperatur inden for ±8 °C
- Typiske driftstemperaturer: 900-950°C
- Moderate effekttætheder: 0,7-1,0 kW/kg
- Forbedrede overvågningssystemer for at forhindre hot spots
Avanceret systemdesign og kontrolfunktioner
Strømforsyningsteknologi
Moderne varmesystemer til induktionsstænger bruger solid state-strømforsyninger med følgende specifikationer:
| Strømforsyningstype | Frekvensområde | Effektfaktor | Effektivitet | Kontrolnøjagtighed |
|---|---|---|---|---|
| IGBT-inverter | 0,5-10 kHz | >0.95 | 92-97% | ±1% |
| MOSFET-inverter | 5-400 kHz | >0.93 | 90-95% | ±1% |
| SCR-konverter | 0,05-3 kHz | >0.90 | 85-92% | ±2% |
Temperaturkontrolsystemer
| Kontrolmetode | Nøjagtighed | Svartid | Anvendelse |
|---|---|---|---|
| Optisk pyrometri | ±5°C | 10-50 ms | Overfladetemperatur |
| Multipunkt-termoelementer | ±3°C | 100-500 ms | Overvågning af profiler |
| Termisk billeddannelse | ±7°C | 30-100 ms | Analyse af hele overfladen |
| Matematisk modellering | ±10°C | I realtid | Vurdering af kernetemperatur |
Analyse af energiforbrug
Følgende data repræsenterer typiske energiforbrugsmønstre for baropvarmning:
| Metaltype | Stangens diameter (mm) | Nødvendig energi (kWh/ton) | CO₂-reduktion i forhold til gas (%) |
|---|---|---|---|
| Kulstofstål | 50 | 380-420 | 55-65 |
| Rustfrit stål | 50 | 400-450 | 50-60 |
| Kobber | 50 | 200-250 | 60-70 |
| Aluminium | 50 | 160-200 | 65-75 |
| Titanium | 50 | 450-500 | 45-55 |
Casestudie: Optimeret induktionssystem til bearbejdning af flere metaller
Et moderne varmesystem til induktionsstænger, der er designet til fleksibel produktion, viser den nuværende teknologis alsidighed:
Systemspecifikationer:
- Effektkapacitet: 800 kW
- Frekvensområde: 0,5-10 kHz (justeres automatisk)
- Område for stangdiameter: 30-120 mm
- Maksimal gennemstrømning: 3.000 kg/t (stål)
- Temperaturområde: 400-1300°C
- Kontrol af atmosfære: Kan justeres fra oxiderende til inert
- Energigenvindingssystem: 15-20% strømgenvinding
Data om ydeevne efter materiale:
| Materiale | Stangstørrelse (mm) | Gennemstrømning (kg/time) | Energiforbrug (kWh/ton) | Ensartethed i temperatur (±°C) |
|---|---|---|---|---|
| Kulstofstål | 80 | 2,800 | 390 | 12 |
| Legeret stål | 80 | 2,600 | 410 | 14 |
| Rustfrit stål | 80 | 2,400 | 430 | 15 |
| Kobber | 80 | 3,200 | 220 | 8 |
| Messing | 80 | 3,000 | 210 | 10 |
| Aluminium | 80 | 2,200 | 180 | 7 |
| Titanium | 80 | 1,800 | 470 | 9 |

Fremtidige tendenser og innovationer
Industrien for opvarmning af induktionsstænger fortsætter med at udvikle sig med flere vigtige teknologiske tendenser:
- Digital tvilling-teknologi: Simuleringsmodeller i realtid, der forudsiger temperaturfordelingen i hele stangen
- AI-drevet adaptiv kontrol: Selvoptimerende systemer, der justerer parametre baseret på materialevariationer
- Hybride varmesystemer: Kombineret induktions- og konduktionsopvarmning for optimeret energiforbrug
- Forbedret effektelektronik: Halvledere med bredt båndgab (SiC, GaN) muliggør højere effektivitet
- Avanceret varmeisolering: Nano-keramiske materialer reducerer varmetab med 15-25%
Konklusion
Induktionssystemer til opvarmning af metalstænger er en sofistikeret og alsidig teknologi til metalforarbejdning. Evnen til præcist at styre varmeparametre, opnå fremragende temperaturuniformitet og reducere energiforbruget betydeligt gør disse systemer ideelle til metalforarbejdning af høj værdi.
Valget af passende tekniske parametre - frekvens, effekttæthed, opvarmningstid og atmosfærekontrol - skal nøje tilpasses det specifikke materiale og anvendelseskravene. Moderne systemer tilbyder hidtil usete niveauer af kontrol, effektivitet og fleksibilitet, hvilket gør det muligt for producenterne at behandle en lang række materialer med optimale resultater.
Induktionsovne til opvarmning af stænger er uundværlige til opvarmning af aluminium-, kobber- og stålstænger og tilbyder uovertruffen effektivitet, ensartethed og bæredygtighed. Uanset om du ønsker at strømline smedeprocesser eller opnå præcis temperaturkontrol til varmebehandling, sikrer denne teknologi optimale resultater på tværs af forskellige industrier. Med deres tilpassede parametre og avancerede funktioner er induktionsovne med til at forme fremtiden for metalopvarmningsprocesser.


