
Hvad er induktionshærdning?
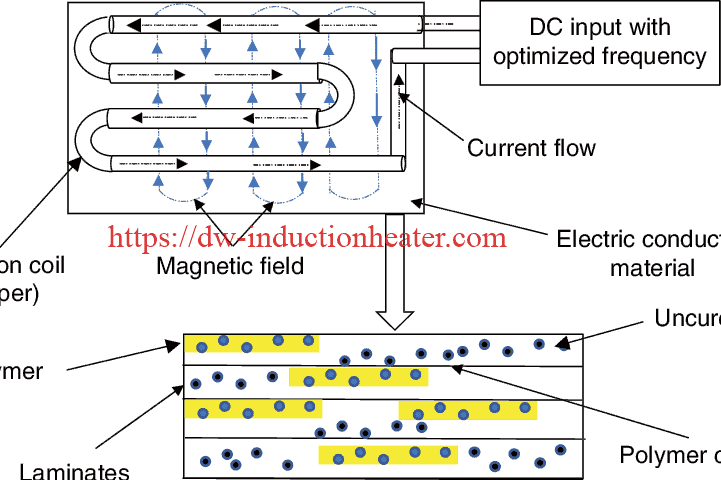
Hvordan fungerer induktionshærdning? Kort fortalt omdannes netstrøm til vekselstrøm og leveres til en arbejdsspole, som skaber et elektromagnetisk felt inden i spolen. Stykket med epoxy på kan være af metal eller en halvleder som kulstof eller grafit. For at hærde epoxy på ikke-ledende substrater som f.eks. glas kan man bruge en elektrisk ledende susceptor til at overføre varmen til det ikke-ledende materiale.
Hvad er fordelene ved induktionshærdning?
Enkeltkomponent epoxylim, der er varmehærdet, kan bruge varme fra forskellige kilder. Den mest typiske er en ovn, men varmluftspistoler, bageplader og induktionshærdning bruges også. Induktionshærdning kan i høj grad reducere den tid, det tager at hærde epoxyen, og minimere varmepåvirkningen af de omkringliggende komponenter, da induktionsopvarmning leverer varme præcist til klæbeområdet.
Er induktionshærdning en god løsning til min applikation?
Tilvejebringelse af din udstyr til induktionsopvarmning specialist og producenten af epoxylimen oplysninger om følgende emner vil hjælpe dem med at komme med den bedste anbefaling.
1. Materialer eller substrater, der limes - Hvis man forstår, hvad substraterne er, kan man bestemme den varmehastighed og effekt, der er nødvendig for at hærde limen. F.eks. opvarmes jern med mindre effekt, end det er nødvendigt for at opvarme aluminium.
2. Størrelsen på de komponenter, der limes - Mindre dele kræver en højere frekvens for effektiv opvarmning. Større områder har gavn af en lavere frekvens.
3. Krav til epoxy - Der er en min/max-tærskel for hærdning af epoxy. Den minimumstemperatur, der kræves for at hærde, og den maksimumstemperatur, der er tilladt, før epoxyen nedbrydes.
Induktionshærdning til limning af kvartsspåner på en stålcylinder
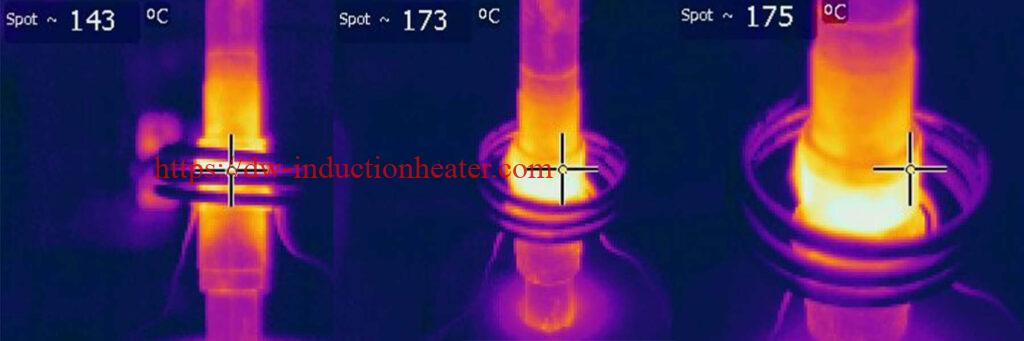
En virksomhed i bilindustrien er på udkig efter et induktionsvarmesystem, der kan nå en temperatur på 175° C (347°F) og holde den inden for en snæver tolerance på +/- 3° C. Induktionsopvarmning vil opvarme en stålcylinder for at hærde et klæbemiddel til limning af en kvartschip. Induktionsopvarmning er en foretrukken metode, fordi den giver hurtigere, kontrolleret og mere ensartet opvarmning.

Branche: Biler
Udstyr: DW-UHF-10kW induktionsvarmesystem anbefales til denne hærdning for at få den ønskede temperatur op og holde den.
Proces:
Målet med denne induktionshærdning er at opvarme to sider af en stålcylinder med en diameter på 2,70 cm og en længde på 18,41 cm med en varmezone på 2,54 cm op til 175 C og holde den temperatur i 60 sekunder for at kunne udføre limningen. Den ønskede temperatur blev nået på 13 sekunder. En temperaturregulator af K-typen blev brugt til at måle temperaturen.
Induktionshærdning til limning af kvartsspåner på en stålcylinder