Induktionslodning af kobbertråde med IGBT højfrekvente varmeenheder
Formål Lodning af to kobbertråde til forudinstallerede tårne på en kobberskinne
Materiale Loddedyppet kobber/nikkel-stang, 2 fortinnede kobbertråde, loddestift
Temperatur 446 ºF (230 ºC)
Frekvens 230 kHz
Udstyr - DW-UHF-6kW induktionsvarmesystem, udstyret med et fjernbetjent arbejdshoved, der indeholder en 1,2μF kondensator.
- En induktionsvarmespole, der er designet og udviklet specielt til denne anvendelse.
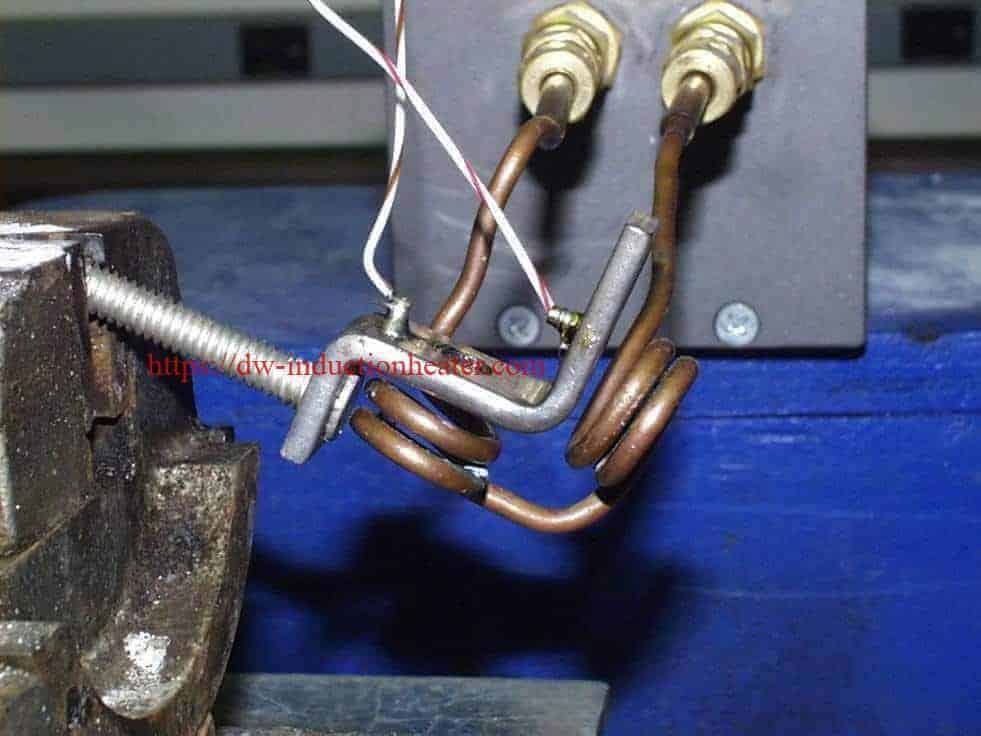
Proces En delt spiralspole med fire omdrejninger bruges til at lodde samleskinnen. De 2 kobbertråde anbringes på tårnene, og der sættes strøm til i 30 sekunder. Loddestiften føres med hånden til de opvarmede dele, og lodningen flyder jævnt og skaber samlingen.
Resultater/fordele Induktionsopvarmning giver:
- Reduceret loddetid
- Jævn fordeling af varme
- Konsistens fra led til led