
İndüksiyon ile Bakır Boru Lehimleme
Açıklama
Amaç
Gösterme indüksiyon lehimleme bakır boru ve DW-UHF-10 kW sistemi ve mevcut split laboratuvar bobini kullanılarak lehimleme süresi

Ekipman
DW-UHF-10KW indüksiyon lehimleme makinesi
Malzemeler
- Bakır boru - Emme Borusu
- Sert lehim pastası
Anahtar Parametreler
Güç: 10 kW
Sıcaklık: Yaklaşık 1500° F (815° C)
Zaman: 5 - 5,2 sn

Süreç:
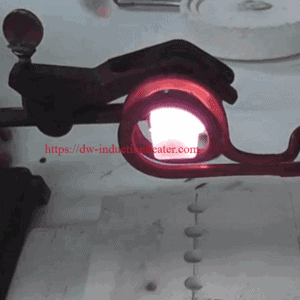
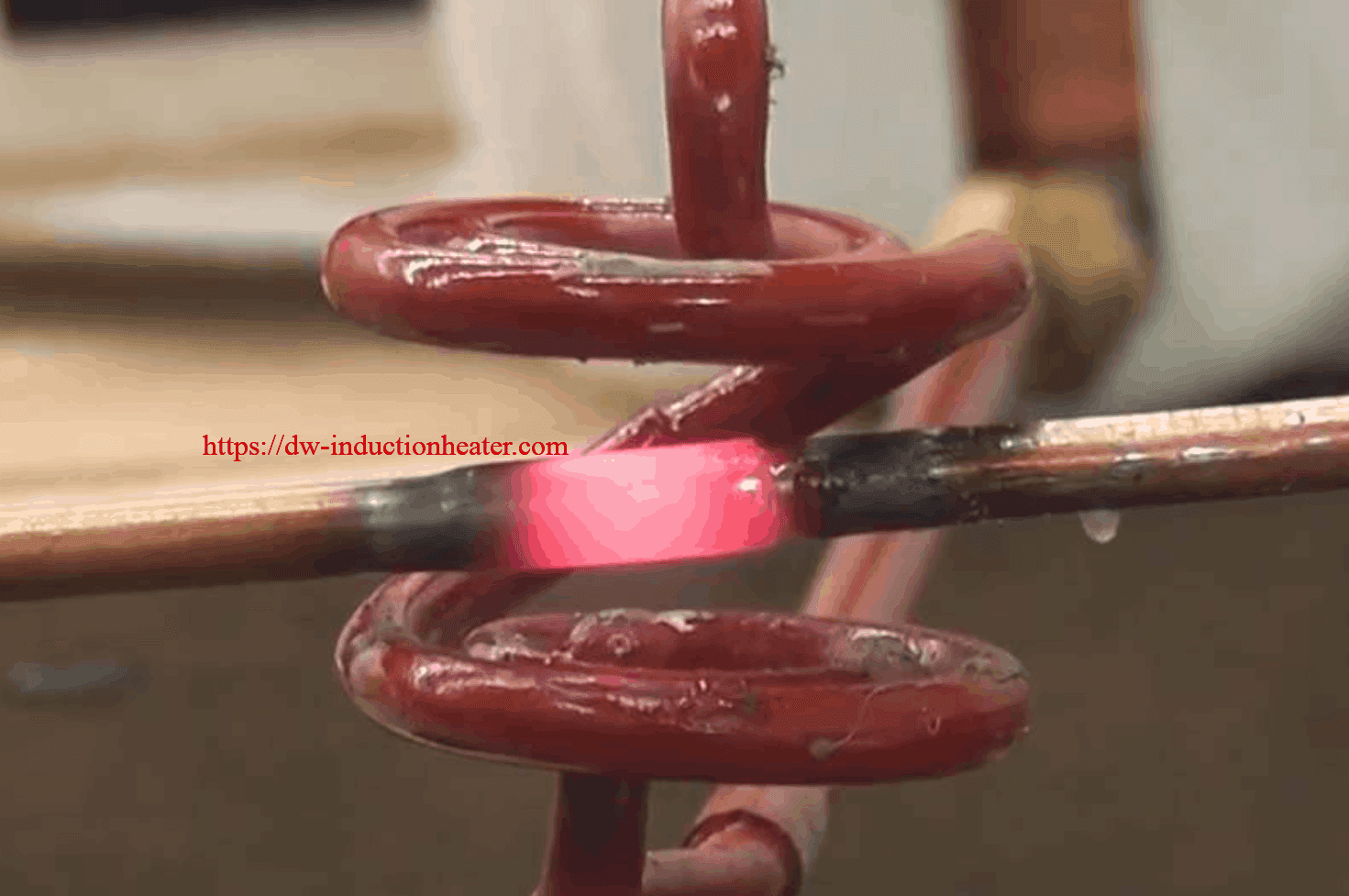
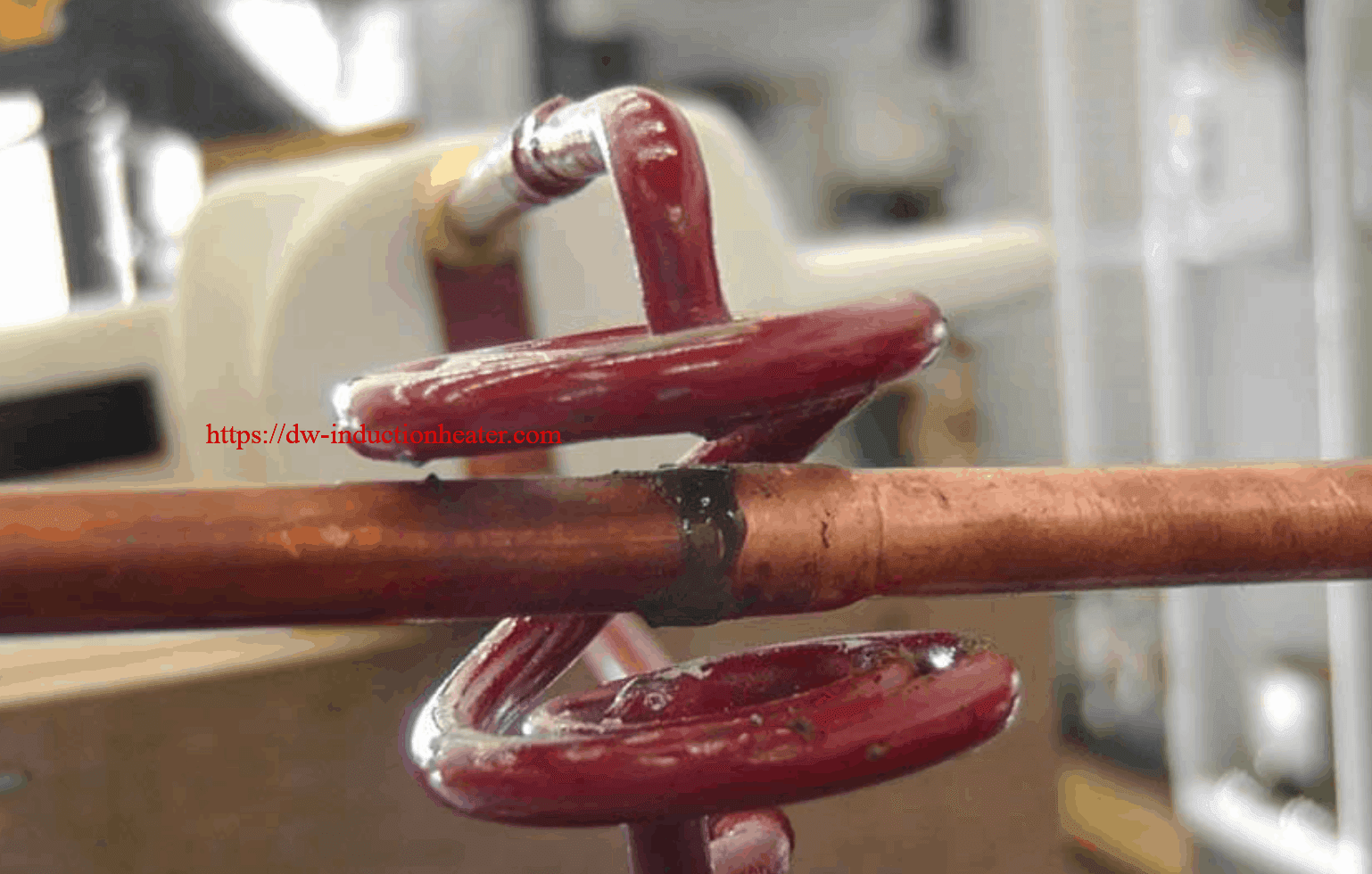
Test için sadece bir tertibat sağlandığından, bir boru diğerini şekillendirilmiş bir açık flanş ucunda kabul edecek şekilde ayarlanmış ağır duvarlı 5/16 "bakır boru kullanarak bir test yükü oluşturduk. Isı süresi, sıcaklığı belirtmek için tempilaque boyası kullanılarak tahmin edildi. Test düzeneği (ardından sağlanan bileşenler) 505 alaşımlı sert lehim macunu kaplamasıyla birleştirildi ve ekteki fotoğraflara göre laboratuvar test bobinine yerleştirildi) 5 - 5.2 saniyelik bir ısı döngüsünün alaşımı akıttığı ve eklemi oluşturduğu bulundu.

Sonuçlar/Faydalar:
- Gösterildiği gibi, DW-UHF modeli indüksiyon lehimleme sistemi lehimli bir bağlantıyı tamamlamak için hem en büyük hem de en küçük borudan boruya bölümleri ısıtabilir. Mevcut bir test bobini kullanarak ısıtma süreleri, Electrolux tarafından istenen üretim ısıtma süresi beklentileri dahilindedir.
- HLQ, yerleşim fotoğrafınızda belirtilen 12 eklemin tümünü barındırabilecek nihai bobin tasarımını geliştirmek için inceleme için tam bir montaj gerektirecektir. Çelik muhafazanın yük bobininde ortaya çıkan RF alanından etkilenmemesini sağlamak için lehimlenecek boru bağlantıları ile çelik kompresör bölümü arasındaki boşlukları bilmek ve görmek gerekir. Bu nihai tasarım, bobine RF alanını çelik gövdeye değil bakır uçlara odaklamaya yarayacak ferrit malzemelerin eklenmesini gerektirebilir.
- İlk testler, mevcut bir laboratuvar bobini kullanılarak DW-UHF-10kW üzerinde tamamlanmıştır. Üretim bobini, operatörün lehimleme işlemi için doğru ve pozitif ısıtma konumu için bobini bakır uçlara yerleştirmek üzere kullanmasına izin verecek iletken olmayan bir muhafaza içinde yer alacaktır. Üretim bobini tasarımı, test bobininden daha kısa uçlar içerecek ve ısı döngüleri iyileştirilecek şekilde yapılandırılacaktır (daha kısa ısı süreleri).