








indüksiyon kaynak sonrası ısıl işlem sistemleri indüksiyon pwht makineleri
Açıklama
İndüksiyonlu PWHT Sistemi Nedir?
Bir indüksiyonlu PWHT sistemi / inductioin kaynak sonrası ısıl işlem sistemi, malzemelerdeki artık gerilmeleri en aza indirmek ve kaynak sonrası mekanik özelliklerini iyileştirmek için tasarlanmış bir ısıl işlem çözümüdür. Elektromanyetik indüksiyon prensibini kullanan sistem, ısıyı doğrudan malzemenin içinde üreterek lokalize ve kontrollü ısıtma sağlar. Fırın ısıtması veya dirençli ısıtma gibi geleneksel yöntemlerin aksine, indüksiyonlu PWHT daha hızlı, daha enerji verimli ve hassas ısıl işlem süreçleri sunarak yüksek kaliteli kaynaklı bileşenler gerektiren endüstriler için idealdir.
Nasıl Çalışır
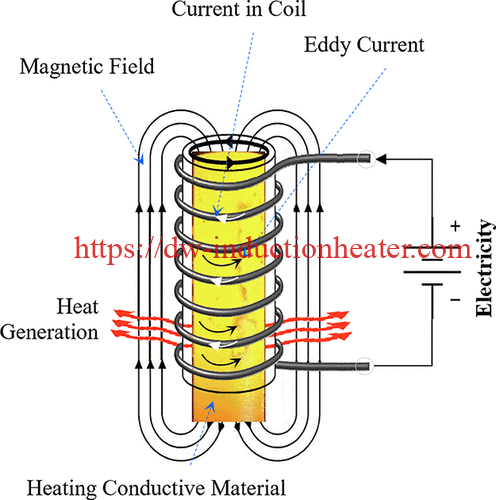
- İndüksiyon Bobini/Battaniyesi: Kaynak alanının etrafına veya yakınına bir bobin veya esnek indüksiyon örtüsü yerleştirilir.
- Elektromanyetik Alan Üretimi: Makinenin güç kaynağı AC hat gücünü belirli bir frekansa dönüştürür (genellikle 2 kHz ila 25 kHz aralığında).
- Girdap Akımları ve Isı Üretimi: Elektromanyetik alan metalde girdap akımları oluşturarak metalin içeriden ısınmasına neden olur.
- Sıcaklık Kontrolü: Kaynağın yakınına takılan termokupllar kontrol sistemine (PLC) geri bildirim sağlar. Bu, PWHT prosedürlerine göre hassas bir sıcaklık profili elde etmek için güç çıkışını düzenler.
PWHT için Neden İndüksiyon Kullanılmalı?
- Hızlı, Doğru Isıtma: İndüksiyon, daha hızlı ısınma oranları ve hassas kontrollü sıcaklık sunarak çatlama veya eksik gerilim giderme gibi kalite sorunlarını en aza indirir.
- Enerji Verimliliği: İndüksiyon sistemleri genellikle geleneksel rezistans veya fırın ısıtmasından daha verimlidir. Enerji doğrudan ısıya ihtiyaç duyan alana odaklanır.
- Taşınabilirlik ve Esneklik: Büyük fırınlarla karşılaştırıldığında, indüksiyonlu PWHT üniteleri (esnek bobinler/blanketler ile) yerinde veya yerinde işleme olanak sağlar. Bu özellikle büyük bileşenler veya sabit kurulumlar (örneğin rafinerilerdeki borular) için kullanışlıdır.
- Otomasyon ve İzleme: Çoğu indüksiyonlu PWHT makinesinde yerleşik veri kaydı, reçete yönetimi ve alarm sistemleri bulunur, bu da kodlara (ASME, AWS gibi) uyumu kolaylaştırır ve proses izlenebilirliğini sağlar.
Bir İndüksiyon PWHT Makinesinin Tipik Özellikleri
- Güç Değeri Aralığı: Makineler kalınlığa, malzeme türüne ve parça boyutuna bağlı olarak 30 kW'lık küçük ünitelerden 300+ kW'lık büyük sistemlere kadar değişebilir.
- Frekans Aralığı: Genellikle 2 kHz ile 25 kHz arasında, ihtiyaç duyulan ısı penetrasyon derinliği için optimize edilmiştir.
- Çoklu Isıtma Kanalları (Bölgeler): Birden fazla eklemin veya karmaşık kaynak geometrilerinin aynı anda işlenmesine izin verir.
- Gelişmiş Kontrol: Dokunmatik ekranlı HMI (İnsan-Makine Arayüzü), PLC tabanlı kontrol, çoklu termokupl girişleri ve veri kaydı seçenekleri.
- Soğutma Yöntemi: Güç değerine bağlı olarak, indüksiyon güç kaynakları hava veya su soğutmalı olabilir.
İndüksiyon PWHT Makinelerinin Boru Hattı Alanındaki Uygulamaları
 Kaynak sonrası ısıl işlem (PWHT) boru hattı endüstrisinde, özellikle de yüksek basınç ve yüksek sıcaklık uygulamalarında çok önemli bir süreçtir. Boru hattı imalatçıları ve operatörleri, PWHT gerçekleştirmek için indüksiyonlu ısıtma teknolojisini kullanarak, toplam işlem sürelerini azaltırken hassas ve tutarlı sıcaklık kontrolü elde edebilirler. Aşağıda boru hattı alanında indüksiyon bazlı PWHT'nin temel uygulamaları ve faydaları yer almaktadır:
Kaynak sonrası ısıl işlem (PWHT) boru hattı endüstrisinde, özellikle de yüksek basınç ve yüksek sıcaklık uygulamalarında çok önemli bir süreçtir. Boru hattı imalatçıları ve operatörleri, PWHT gerçekleştirmek için indüksiyonlu ısıtma teknolojisini kullanarak, toplam işlem sürelerini azaltırken hassas ve tutarlı sıcaklık kontrolü elde edebilirler. Aşağıda boru hattı alanında indüksiyon bazlı PWHT'nin temel uygulamaları ve faydaları yer almaktadır:
1. Yeni Boru Hatlarının İnşası
- Uzun Dikiş Kaynakları
- Büyük çaplı boru hatları genellikle birden fazla paso ve karmaşık kaynak bağlantıları gerektirir. İndüksiyon PWHT, tüm dikiş boyunca eşit ısıl işlem gerçekleştirmek, kaynak kalitesini artırmak ve çatlama riskini azaltmak için kullanılabilir.
- Bağlantı Kaynakları
- Kurulum veya genişletme projeleri sırasında, bağlantı kaynakları farklı boru hattı segmentlerini birbirine bağlar. Bu kaynakların indüksiyon kullanılarak tutarlı bir şekilde ısıl işleme tabi tutulması, artık gerilimi azaltır ve özellikle yüksek basınçlı hizmet için tasarlanan boru hatlarında uzun vadeli bütünlüğün sağlanmasına yardımcı olur.
- Uzak Bölgelerdeki Saha Bağlantıları
- Taşınabilirlik için tasarlanmış indüksiyonlu PWHT ekipmanı, uzak boru hattı inşaat sahalarına veya engebeli arazilere taşınabilir. Verimli kurulum ve daha hızlı ısınma/soğuma döngüleri, sınırlı kaynaklarla zorlu koşullarda çalışırken özellikle faydalıdır.
2. Boru Hattı Onarımları ve Bakımı
- Çatlak Onarımı
- Boru hatlarında yorulma, korozyon veya mekanik hasar nedeniyle çatlaklar oluşabilir. İndüksiyon PWHT, onarılan kaynak bölgesindeki artık gerilmelerin giderilmesine yardımcı olarak daha fazla çatlak yayılması riskini azaltır ve boru hattı hizmet ömrünü uzatır.
- Sıcak Kılavuz Çekme ve Branşman İlaveleri
- Boru hattı modifikasyonları gerektiğinde (dallar veya yeni bağlantılar eklemek gibi), kaynaklar sünekliği, tokluğu ve genel güvenilirliği artırmak için indüksiyon bazlı PWHT'ye tabi tutulabilir.
- Bölüm Değiştirme
- Bir boru hattı bölümü sökülür ve değiştirilirse, orijinal boru hattı bölümleriyle benzer metalürjik özellikler ve gerilim dağılımı sağlamak için yeni kaynaklarda genellikle indüksiyon PWHT kullanılır.

- Bir boru hattı bölümü sökülür ve değiştirilirse, orijinal boru hattı bölümleriyle benzer metalürjik özellikler ve gerilim dağılımı sağlamak için yeni kaynaklarda genellikle indüksiyon PWHT kullanılır.

3. Endüstri Standartları ve Kodlarına Uygunluk
- ASME ve API Standartları
- Birçok basınçlı boru kodu (örneğin ASME B31.3, ASME B31.4, ASME B31.8 ve API standartları) belirli malzemeler, kalınlıklar ve hizmet senaryoları için PWHT'yi belirtir. İndüksiyon PWHT makineleri hassas sıcaklık kontrolü ve bilgisayarlı dokümantasyon sağlayarak operatörlerin bu yasal gereklilikleri karşılamasına yardımcı olur.
- Sertlik Azaltma
- İndüksiyon sistemleri ısıyı kaynak alanına eşit olarak dağıtarak ısıdan etkilenen bölgedeki (HAZ) sertliği azaltmaya yardımcı olur - hidrojen kaynaklı çatlama riskini en aza indirmek için bazı kodlarda öngörülen prosedürlerde bir gerekliliktir.
- Malzemeye Özel Gereklilikler
- Krom-moly (Cr-Mo) veya diğer yüksek mukavemetli düşük alaşımlı (HSLA) çelikler gibi belirli alaşımlı çelikler katı termal profiller gerektirebilir. İndüksiyon PWHT, istenen mikro yapıyı elde etmek için özel sıcaklık artışına, bekleme sürelerine ve kontrollü soğutmaya izin verir.
4. Faydaları Boru Hattında İndüksiyon PWHT Uygulamalar
- Daha Hızlı Isıtma Döngüleri
- İndüksiyonla ısıtma, ısıyı doğrudan ve verimli bir şekilde kaynak bölgesine ileterek geleneksel yöntemlere (direnç bobinleri veya gazla çalışan fırınlar gibi) kıyasla ısınma süresini önemli ölçüde azaltır.
- Doğru, Düzgün Isı Dağılımı
- Otomatik kontrol sistemleri, hassas sıcaklık düzenlemesi ve borunun çevresi boyunca eşit kaplama sağlar. Bu homojenlik, mekanik ve metalürjik gerekliliklerin karşılanması için kritik öneme sahiptir.
- Mobilite ve Kurulum Kolaylığı
- Modern indüksiyon PWHT makineleri hafif ve taşınabilir olacak şekilde tasarlanmıştır, bu da onları büyük fırınların veya kalıcı kurulumların pratik olmadığı saha kullanımı için ideal hale getirir.
- Enerji Verimliliği
- İndüksiyonla ısıtma, çevredeki geniş alanları ısıtmak yerine enerjiyi kaynak bölgesine odakladığından, genel güç tüketimi azalır ve bu da maliyet verimliliği sağlar - özellikle büyük boru hattı projeleri için önemlidir.
- Geliştirilmiş Güvenlik
- İndüksiyonlu ısıtma sistemleri açık alev veya yüksek sıcaklıkta yakıtla çalışan ortamlara olan ihtiyacı ortadan kaldırarak yangın riskini azaltır ve sahada güvenliği artırır.

- İndüksiyonlu ısıtma sistemleri açık alev veya yüksek sıcaklıkta yakıtla çalışan ortamlara olan ihtiyacı ortadan kaldırarak yangın riskini azaltır ve sahada güvenliği artırır.

5. İndüksiyonlu Yaygın Boru Hattı PWHT Prosedürleri
- Ön ısıtma
- Kaynak öncesinde, özellikle kalın duvarlı veya yüksek mukavemetli malzemelerle çalışırken, boru veya bağlantı parçalarının ön ısıtması için indüksiyon teknolojisi de kullanılabilir. Bu, kaynak alanında hızlı soğumayı ve ardından çatlamayı önlemeye yardımcı olur.

- Kaynak öncesinde, özellikle kalın duvarlı veya yüksek mukavemetli malzemelerle çalışırken, boru veya bağlantı parçalarının ön ısıtması için indüksiyon teknolojisi de kullanılabilir. Bu, kaynak alanında hızlı soğumayı ve ardından çatlamayı önlemeye yardımcı olur.
- Kontrollü Yükselme ve Islatma
- İndüksiyon ekipmanı, kaynak bağlantısının kademeli olarak ısıtılmasını sağlayan özel ısı artış hızlarına izin verir. Hedef sıcaklığa (malzemeye bağlı olarak genellikle 600-700°C aralığında) ulaşıldığında, iç gerilimleri azaltmak için öngörülen süre boyunca (ıslatma aşaması) tutulur.
- Kontrollü Soğuma
- Kırılgan mikro yapıların oluşmasını önlemek için kademeli bir soğuma aşaması kritik önem taşır. İndüksiyon sistemleri ile operatörler soğutma hızını belirli malzeme gereksinimlerini karşılayacak şekilde programlayabilirler.

Kullanım Örnekleri ve Faydaları
- Basınçlı Kaplar ve Boru Hatları: Petrol ve gaz, enerji üretimi ve petrokimya uygulamalarında kaynak bütünlüğünü sağlar.
- Ağır İmalat: Gemi bölümleri, ağır makine bileşenleri ve yapısal çelik montajları gibi büyük yapılardaki artık gerilimi azaltır.
- Onarım ve Bakım: Büyük montajları sökmeden yerinde kaynak onarımları (örneğin türbinler, kazan boruları ve karmaşık borular) için idealdir.
- Kod Uyumluluğu: Birçok standart (ASME, AWS, EN), mekanik bütünlüğü sağlamak için belirli malzemeler ve kalınlıklar için kaynak sonrası ısıl işlem gerektirir.
Aşağıda, 60 kW, 80 kW, 120 kW, 160 kW, 200 kW, 240 kW ve 300 kW güç değerlerine sahip indüksiyonlu PWHT (Kaynak Sonrası Isıl İşlem) makineleri için açıklayıcı bir teknik parametreler tablosu bulunmaktadır. Gerçek özellikler üreticiye göre değişebilir, bu nedenle bu rakamları tipik referans değerler olarak kabul edin.
İndüksiyon PWHT Makinelerinin Teknik Parametreleri (60 kW ila 300 kW)
| Parametre | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
|---|---|---|---|---|---|---|---|
| Güç Değeri | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
| Giriş Gerilimi (3 Fazlı) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) |
| Çıkış Frekans Aralığı | 5-25 kHz | 5-25 kHz | 5-25 kHz | 5-25 kHz | 2-25 kHz | 2-25 kHz | 2-25 kHz |
| Nominal Akım (Yaklaşık) | ~90-100 A | ~120-130 A | ~180-200 A | ~240-260 A | ~300-320 A | ~350-380 A | ~450-480 A |
| Isıtma Kanalları (Bölgeler) | 1-2 | 2-4 | 2-4 | 4-6 | 4-6 | 4-6 | 6-8 |
| Sıcaklık Aralığı | 850 °C'ye kadar | 850 °C'ye kadar | 850 °C'ye kadar | 900 °C'ye kadar | 900 °C'ye kadar | 900 °C'ye kadar | 900 °C'ye kadar |
| Sıcaklık Kontrol Doğruluğu | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C |
| Soğutma Yöntemi | Hava veya Su Soğutmalı Güç Modülü | Hava veya Su Soğutmalı Güç Modülü | Su Soğutmalı Güç Modülü | Su Soğutmalı Güç Modülü | Su Soğutmalı Güç Modülü | Su Soğutmalı Güç Modülü | Su Soğutmalı Güç Modülü |
| Görev Döngüsü (Maksimum Güçte) | ~80-100% (Sürekli) | ~80-100% (Sürekli) | ~80-100% (Sürekli) | ~80-100% (Sürekli) | ~80-100% (Sürekli) | ~80-100% (Sürekli) | ~80-100% (Sürekli) |
| Kontrol Sistemi | PLC/HMI Dokunmatik Ekran, Veri Kaydı | PLC/HMI Dokunmatik Ekran, Veri Kaydı | PLC/HMI Dokunmatik Ekran, Veri Kaydı | PLC/HMI Dokunmatik Ekran, Veri Kaydı | PLC/HMI Dokunmatik Ekran, Veri Kaydı | PLC/HMI Dokunmatik Ekran, Veri Kaydı | PLC/HMI Dokunmatik Ekran, Veri Kaydı |
| Boyutlar (U×G×Y, Yaklaşık) | 0.8×0.7×1.4 m | 1.0×0.8×1.5 m | 1.1×0.9×1.6 m | 1.2×1.0×1.7 m | 1.3×1.1×1.8 m | 1.4×1.2×1.8 m | 1.6×1.4×2.0 m |
| Ağırlık (Yaklaşık) | ~250 kg | ~300 kg | ~400 kg | ~500 kg | ~600 kg | ~700 kg | ~900 kg |
 Notlar:
Notlar:

- Giriş Gerilimi: Güç değeri ne kadar yüksekse, kabul edilebilir giriş voltajı aralığı da o kadar geniş olabilir (bazı modeller 480 V veya 690 V'a kadar çalışabilir).
- Çıkış Frekansı: Düşük frekanslar malzemeye daha derinlemesine nüfuz eder, bu da genellikle kalın duvarlı bileşenler için avantajlıdır. Ayarlanabilir frekans, ısı dağılımını optimize etmeye yardımcı olur.
- Isıtma Kanalları (Bölgeler): Birden fazla bağımsız kanal, birden fazla bağlantıda veya daha karmaşık geometrilerde eşzamanlı PWHT'ye izin verir.
- Soğutma Yöntemi: Daha küçük üniteler bazen cebri hava soğutması kullanır; daha yüksek güçlü üniteler çoğunlukla su veya glikol bazlı soğutma sıvısı devreleri kullanır.
- Görev Döngüsü: Makinenin tam güçte sürekli çalışabilme kabiliyetini gösterir. Çoğu indüksiyonlu PWHT ekipmanı, yeterince soğutulduğu takdirde neredeyse sürekli çalışma (80-100%) sunar.
- Boyutlar ve Ağırlık: Bunlar, muhafaza tipine (açık çerçeve, kabin), soğutma konfigürasyonuna ve isteğe bağlı ekstralara (kablo istifleme veya entegre makara sistemleri gibi) göre büyük ölçüde değişir.
İndüksiyon PWHT Ekipmanı için Ek Hususlar
- Bobin/İndüktör Tipi: Uygulamaya bağlı olarak esnek battaniyeler, kablolar veya sert bobinler sağlanabilir.
- Veri Kaydı ve Raporlama: Birçok sistem, kod uyumluluğu (örn. ASME, AWS) için çok önemli olan hassas sıcaklık/zaman izlenebilirliği için dahili veri kaydedicilere sahiptir.
- Termokupl Girişleri: Çeşitli kaynak bölgelerinin doğru izlenmesi için tipik olarak çoklu termokuplları destekler.
- Güvenlik ve Alarmlar: Aşırı sıcaklık, düşük soğutma sıvısı akışı ve toprak arızası tespiti standart güvenlik özellikleridir.
Kesin ayrıntılar için, parametreleri (bobin tasarımı, kontrol yazılımı veya gelişmiş özellikler gibi) özel kaynak prosedürlerinize ve malzeme gereksinimlerinize göre uyarlayacak olan üreticiye veya tedarikçiye danışmanız önerilir.
Sonuç
İndüksiyon PWHT Sistemleri kaynak sonrası ısıl işlem teknolojisinde önemli bir ilerlemeyi temsil etmektedir. Elektromanyetik indüksiyonun gücünden yararlanarak, geleneksel yöntemlere kıyasla daha hızlı, daha verimli, yüksek kontrollü ve homojen ısıtma sağlarlar. itibaren boru hattı inşaatı karmaşık basınçlı kap imalatıindüksiyon PWHT kaynak bütünlüğünü geliştirir, güvenliği artırır, üretkenliği artırır ve sıkı endüstri standartlarına uygunluğu sağlar, sonuçta kritik kaynaklı yapıların uzun vadeli güvenilirliğine ve güvenliğine katkıda bulunur.
İlgili ürünler
-

DW-HF-45kw İndüksiyonlu Isıtma Ekipmanları
-
Gemi İnşa Sanayinde ve Ağır Makine Bakımında Büyük Rulmanların, Şaft Kaplinlerinin, Pervane Göbeklerinin ve Türbin Yataklarının Sökülmesi ve Montajı için İndüksiyonla Isıtma
-
Çelik, Bakır ve Alüminyumun sıcak şekillendirilmesi için indüksiyonlu kütük ısıtıcılar
-
Sıcak dövme için İndüksiyonla Isıtma titanyum ve paslanmaz çelik



