






Инструменты для индукционной пайки нержавеющей стали
Описание
Индукционная пайка инструментов из нержавеющей стали с оборудованием для нагрева RF
Цель исследования
Пайка трех соединений на узле стоматологической форсунки с помощью индукционного нагрева; для улучшения стабильности выхода и сокращения времени цикла.
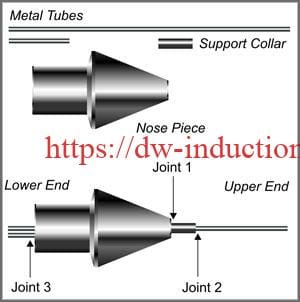
Детали и материалы Описание
Профилактическая носовая часть из нержавеющей стали, две трубки, опорный хомут для трубок, кольца из паяльного сплава, флюс B1
Необходимая температура
1400°F
Оборудование для индукционного нагрева
DW-UHF-4.5kW RF индукционный нагревательный блок питания, специально разработанный индуктор (катушка)
Рабочая частота
400 кГц
Процедура нагревания
Первоначальное тестирование было проведено для определения времени достижения температуры и профилей нагрева. Было установлено, что оптимальные результаты дает двухэтапный процесс. Для этого был использован специально разработанный четырехоборотный спиральный индуктор с двойной намоткой для равномерного нагрева мест соединения. Две трубки, опорный хомут и носовая часть были собраны и зафиксированы в нужном положении с помощью временных креплений. Кольца из паяльного сплава были установлены на свои места, и на всю сборку был нанесен тонкий слой флюса B1. На первом этапе нагрева верхний конец трубки помещался в зону нагрева и подавался индукционный ток в течение 10 секунд. На втором этапе сборка была перевернута, и нижний конец сборки нагревался еще 10 секунд. Затем сборка была извлечена, промыта в горячей воде для удаления флюса и высушена горячим воздухом.
Заключение
При использовании источника питания DW-UHF-4,5 кВт и 10-секундных циклов нагрева были получены стабильные, повторяющиеся результаты. Каждый паяный шов был запечатан ровным филе




