
Революция в судостроении и тяжелом машиностроении: Передовые решения в области индукционного нагрева
В современном конкурентном секторе морского и тяжелого машиностроения эффективность и точность производства и технического обслуживания имеют первостепенное значение. Технология индукционного нагрева стала революционным решением, предлагающим значительные преимущества по сравнению с традиционными методами нагрева. В этом всестороннем анализе рассматривается, как современные системы индукционного нагрева преобразуют судостроение и обслуживание тяжелого оборудования благодаря превосходной производительности, энергоэффективности и эксплуатационным преимуществам.
Понимание технологии индукционного нагрева
Индукционный нагрев использует электромагнитные поля для выработки тепла непосредственно внутри черных и проводящих материалов без физического контакта. Этот процесс создает локализованный, контролируемый нагрев, который обеспечивает многочисленные преимущества для промышленного применения:
- Быстрый нагрев с минимальными потерями тепла
- Точный контроль температуры
- Равномерное распределение тепла
- Экологически безопасная эксплуатация
- Повышение безопасности на рабочем месте
- Снижение энергопотребления
Основные области применения в судостроении и тяжелом машиностроении
1. Сборка и разборка
Индукционный нагрев произвел революцию в процессах сборки и разборки деталей с интерференционной посадкой:
- Установка и снятие подшипников: Индукционные нагреватели быстро и равномерно расширяют подшипники до температуры 80-120°C, создавая зазор для легкой установки на валы без повреждений. Это исключает такие вредные методы, как удары молотком или открытое пламя.
- Управление сцепкой: Для крупных муфт валов в морских силовых установках и промышленном оборудовании индукционный нагрев обеспечивает контролируемое расширение, гарантируя правильное выравнивание и предотвращая деформацию при установке.
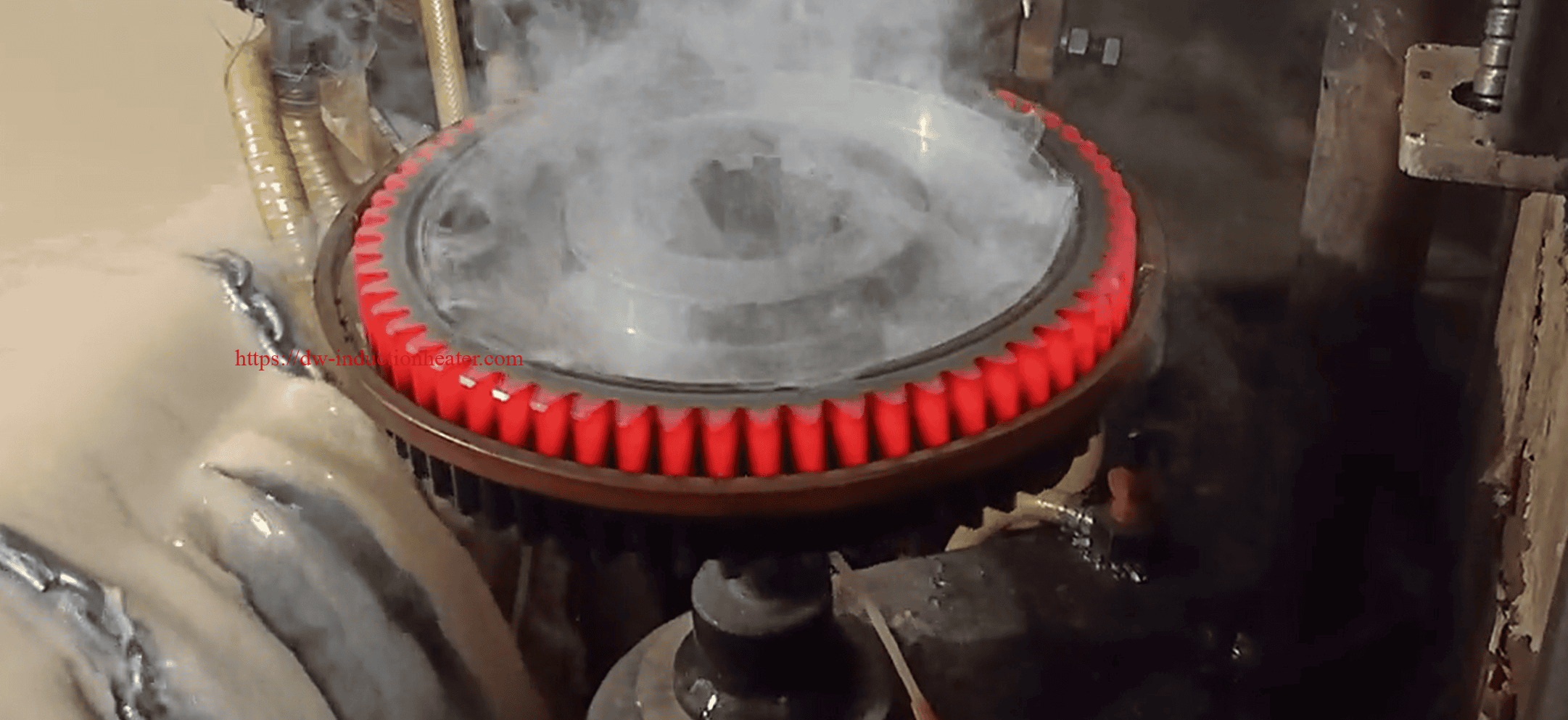
- Сборка редуктора: Прецизионные шестерни в коробках передач требуют точной подгонки для сохранения формы зацепления зубьев. Индукционный нагрев позволяет контролировать тепловое расширение без риска металлургических изменений, которые могут ухудшить характеристики шестерен.
- Эффективность процесса: Современные индукционные системы оснащены функциями контроля температуры и автоматического отключения, что позволяет предотвратить перегрев и обеспечить оптимальную температуру расширения компонентов.


2. Термоусадочный фитинг
Термоусадочный фитинг с использованием индукционной технологии обеспечивает превосходное механическое соединение:
- Точный контроль: Индукционный нагрев позволяет расширять детали с допусками до 0,001 мм, обеспечивая оптимальную интерференционную посадку после остывания компонентов.
- Приложения: Обычно используется для установки рабочих колес на валы насосов, крепления колес локомотивов к осям и установки больших подшипников в тяжелых машинах.
- Целостность материала: В отличие от пламенного нагрева, индукционный нагрев сохраняет свойства материала, подавая тепло именно туда, где это необходимо, не создавая тепловых градиентов, которые могут вызвать коробление.
- Повышенная прочность суставов: Получаемые в результате интерференционные посадки обеспечивают более высокие возможности передачи крутящего момента по сравнению со шпоночными или шлицевыми соединениями, а также повышенную устойчивость к фреттинг-коррозии и усталости.
3. Предварительный нагрев для сварки
Предварительный индукционный нагрев значительно улучшает результаты сварки:
- Диффузия водорода: Предварительный нагрев до 150-350°C облегчает диффузию водорода, снижая риск образования трещин, вызванных водородом, в высокопрочных сталях.
- Контроль скорости охлаждения: Повышая температуру основного металла, индукционный предварительный нагрев замедляет скорость охлаждения, создавая более благоприятные микроструктуры в зоне термического влияния.
- Уменьшение искажений: Равномерное распределение температуры минимизирует тепловые напряжения и возникающие деформации, что особенно важно при сварке толстых секций или разнородных материалов.
- Повышение производительности: Портативные индукционные системы обеспечивают предварительный нагрев стыков труб, швов сосудов под давлением и конструктивных элементов непосредственно на монтажных площадках, исключая необходимость использования газовых горелок и повышая безопасность труда.


4. Термообработка
Индукционная технология обеспечивает точную локальную термообработку:
- Выборочная закалка: Поверхностное упрочнение определенных зон износа (зубьев шестерен, качения подшипников, лопастей кулачков) без воздействия на окружающие зоны, что позволяет создавать детали как с прочной сердцевиной, так и с износостойкой поверхностью.
- Сквозное закаливание: Полная закалка небольших деталей, таких как крепеж, инструменты и режущий инструмент, с точным контролем температуры.
- Снятие стресса: Контролируемый нагрев до 550-650°C для снятия напряжения после механической обработки или сварки, предотвращающий изменение размеров или растрескивание во время эксплуатации.
- Отпуск: Точный контроль температуры в процессе закалки обеспечивает оптимальный баланс между твердостью и вязкостью в таких критических компонентах, как лопатки турбин и промышленная оснастка.

5. Операции по техническому обслуживанию
Индукционный нагрев изменил процедуры технического обслуживания:
- Неразрушающая разборка: Компоненты, которые традиционно требуют резки или разрушительного удаления, могут быть безопасно разделены с помощью контролируемого теплового расширения.
- Обслуживание сложных узлов: Особенно ценен для сложных узлов, таких как ступицы гребных винтов, подшипники турбин и корпуса крупных двигателей, где традиционные методы чреваты повреждениями.
- Применение в полевых условиях: Переносные индукционные системы позволяют бригадам технического обслуживания выполнять точные операции по нагреву на удаленных объектах, включая морские платформы, верфи и полевые установки.
- Эффективность использования времени: Процедуры, которые раньше требовали нескольких дней тщательного нагрева и охлаждения, теперь можно выполнить за несколько часов, что значительно сокращает время простоя оборудования и сопутствующие расходы.
- Улучшение безопасности: Устранение открытого огня и горячих поверхностей снижает риск ожогов и пожароопасность в условиях технического обслуживания, что особенно важно при работе с легковоспламеняющимися материалами или в замкнутых пространствах.
Технические параметры современных индукционных систем отопления
Понимание технических характеристик имеет решающее значение для выбора подходящих систем для конкретного применения. В следующих таблицах приведены исчерпывающие данные о современных решениях в области индукционного нагрева:
Таблица 1: Основные технические характеристики промышленных систем индукционного нагрева
| Параметр | Системы воздушного охлаждения | Системы водяного охлаждения |
|---|---|---|
| Диапазон мощности | 30-200 кВт | 150-1000 кВт |
| Максимальная температура | До 600°C | До 1200°C |
| Эффективность отопления | ≥85% | ≥90% |
| Диапазон частот | 1-10 кГц | 0,5-150 кГц |
| Входное напряжение | 380-480 В, 3-фазный | 380-690 В, 3-фазный |
| Требования к охлаждению | Воздушный поток 15-40 м³/ч | Расход воды 20-80 л/мин |
| Точность управления | ±5°C | ±3°C |
| Цикл работы | 60-80% | 80-100% |
Таблица 2: Показатели производительности для судостроительных приложений
| Приложение | Размер компонента | Время нагрева | Диапазон температур | Настройка мощности |
|---|---|---|---|---|
| Сборка ступицы пропеллера | Диаметр 0,5-2,5 м | 15-45 минут | 150-350°C | 80-180 кВт |
| Установка муфты вала | Диаметр 0,3-1,2 м | 8-25 минут | 180-280°C | 60-150 кВт |
| Снятие подшипника | Диаметр 0,2-0,8 м | 5-20 минут | 120-200°C | 40-100 кВт |
| Предварительный нагрев перегородки | Толщина до 40 мм | 2-5 мин/м² | 80-150°C | 50-120 кВт |
| Обслуживание компонентов турбины | Разное | 10-40 минут | 150-450°C | 60-200 кВт |
Таблица 3: Сравнение характеристик системы управления
| Характеристика | Базовые системы | Передовые системы | Премиальные системы |
|---|---|---|---|
| Мониторинг температуры | Одиночная точка | Многоточечный | Полное тепловое картирование |
| Регистрация данных | Ручная запись | Основы цифровой регистрации | Всесторонняя аналитика |
| Программируемые циклы | Ограниченное количество предустановок | Многочисленные программируемые циклы | Полностью настраиваемая система адаптивного управления |
| Дистанционное управление | Нет в наличии | Базовый дистанционный мониторинг | Полное дистанционное управление |
| Возможности интеграции | Автономный | Ограниченная сетевая интеграция | Полная интеграция с производственными системами |
| Пользовательский интерфейс | Основные элементы управления | Сенсорный дисплей | Усовершенствованный программируемый терминал с визуализацией |
| Особенности безопасности | Стандартная защита от перегрузки | Всесторонние блокировки безопасности | Передовые системы прогнозирования безопасности |
| Возможности диагностики | Основные коды ошибок | Подробная диагностика системы | Прогнозируемое техническое обслуживание с помощью искусственного интеллекта |
 Анализ производительности: Индукционные и традиционные методы нагрева
Анализ производительности: Индукционные и традиционные методы нагрева

Использование систем индукционного нагрева дает количественные преимущества по сравнению с традиционными методами нагрева:
Таблица 4: Сравнительный анализ технологий отопления
| Метрика производительности | Индукционный нагрев | Газовое отопление | Нефтяное/резистивное отопление |
|---|---|---|---|
| Время нагрева | Базовый уровень | В 3-5 раз дольше | В 2-4 раза дольше |
| Энергоэффективность | 85-90% | 35-45% | 50-65% |
| Равномерность температуры | ±5°C | ±15-25°C | ±10-20°C |
| Безопасность на рабочем месте | Высокий | Средний | Средний-низкий |
| Воздействие на окружающую среду | Минимум | Умеренный | Высокий |
| Операционные расходы | Средний начальный уровень, низкая эксплуатация | Низкая начальная стоимость, высокая эксплуатация | Среднее начало, средний ход |
| Управление процессом | Точный | Ограниченный | Умеренный |
| Время установки | 5-10 минут | 15-30 минут | 10-25 минут |
Таблица 5: Анализ экономии времени и энергии
| Приложение | Традиционный метод Время | Метод индукции Время | Сокращение времени | Экономия энергии |
|---|---|---|---|---|
| Большой подшипниковый узел (800 мм) | 4-6 часов | 30-45 минут | 70-85% | 65-75% |
| Нагрев ступицы пропеллера | 8-12 часов | 1-2 часа | 75-90% | 70-80% |
| Установка муфты вала | 3-5 часов | 20-40 минут | 80-90% | 60-70% |
| Шестерня в сборе (1,2 м) | 5-8 часов | 45-90 минут | 70-85% | 65-75% |
| Подогрев перед сваркой (пластина 40 мм) | 30-45 мин/м² | 5-8 мин/м² | 75-85% | 55-65% |
Конкретный пример: Анализ окупаемости инвестиций при внедрении на судостроительном заводе
Крупная европейская верфь внедрила технологию индукционного нагрева для операций технического обслуживания, что дало следующие результаты:
- 78% сокращение времени нагрева критических компонентов
- 68% снижение энергопотребления
- 35% сокращение общего времени выполнения технического обслуживания
- 40% снижение трудозатрат на отопительные операции
- 90% сокращение числа случаев теплового воздействия на рабочем месте
- Окупаемость инвестиций достигается в течение 14 месяцев
Расширенные возможности современных систем индукционного нагрева
Современные системы индукционного нагрева включают в себя несколько передовых функций, которые повышают производительность и удобство использования:
Системы управления на базе ПЛК
В современных системах индукционного нагрева используются программируемые логические контроллеры (ПЛК), которые революционизируют управление процессом нагрева. Эти контроллеры позволяют операторам программировать точные температурные параметры с точностью до ±1°C и создавать индивидуальные профили нагрева, которые автоматически регулируют уровень мощности в течение всего цикла. Многоступенчатые последовательности нагрева могут быть запрограммированы для сложных задач, требующих постепенного повышения температуры или определенных периодов выдержки. Системы ПЛК также оснащены интуитивно понятными интерфейсами с сенсорным экраном, которые отображают данные о процессе в реальном времени и позволяют быстро настраивать параметры. Кроме того, эти системы включают в себя автоматические протоколы безопасности, которые могут обнаружить отклонения от нормы и при необходимости выполнить процедуру немедленного отключения.
Технология теплового картирования
Тепловое картирование представляет собой значительное достижение в области контроля качества нагрева. Используя инфракрасные датчики и сложное программное обеспечение для визуализации, эти системы генерируют комплексные тепловые профили компонентов во время нагрева. Технология позволяет определять разницу температур в сложных деталях с точностью до 0,5°C, что дает операторам возможность обнаружить потенциальные холодные или горячие участки до того, как они станут причиной проблем. Передовые системы включают в себя алгоритмы прогнозирования, которые предсказывают распределение температуры на основе свойств материала и геометрии, что позволяет заблаговременно корректировать подачу энергии. Эта возможность особенно ценна при термообработке крупных деталей, таких как гребные валы судов или корпуса подшипников, где равномерный нагрев имеет решающее значение для предотвращения тепловых напряжений и обеспечения стабильности размеров.
Интеграция аналитических данных
Современный системы индукционного нагрева Используют сложные возможности сбора и анализа данных для оптимизации производительности. Эти системы непрерывно отслеживают и регистрируют десятки параметров во время каждого цикла нагрева, включая потребление энергии, скорость нагрева, температурные градиенты и продолжительность цикла. Передовое аналитическое программное обеспечение выявляет закономерности и корреляции между параметрами нагрева и результатами, позволяя постоянно совершенствовать профили нагрева. Сравнение исторических данных позволяет операторам сопоставлять текущую производительность с прошлыми операциями, немедленно выявляя отклонения, которые могут указывать на проблемы с оборудованием или аномалии материала. Некоторые системы также включают алгоритмы машинного обучения, которые постепенно оптимизируют профили нагрева на основе накопленных эксплуатационных данных, что приводит к экономии энергии до 15% по сравнению со стандартными подходами.
Портативные решения
Эволюция технологии портативного индукционного нагрева изменила операции по техническому обслуживанию в полевых условиях. Современные портативные устройства сочетают в себе мощную генерацию (обычно 15-50 кВт) и компактные конструкции весом менее 100 кг, что делает их удобными для транспортировки в удаленные места. Эти устройства оснащены быстроразъемными системами охлаждения и быстрыми процедурами настройки, что позволяет техническому персоналу приступить к работе по обогреву уже через несколько минут после прибытия. Специализированные гибкие индукционные катушки могут адаптироваться к неровным поверхностям и ограниченному пространству, что позволяет использовать обогрев в ранее недоступных местах. Системы, работающие от аккумуляторов, обеспечивают возможность эксплуатации в местах, где нет надежных источников питания, а прочные конструкции выдерживают суровые промышленные условия, включая высокую влажность, пыль и перепады температур, характерные для верфей и предприятий тяжелой промышленности.
Нестандартные конструкции катушек
Разработка специфических приложений индукционные катушки значительно расширило возможности индукционного нагрева. Современная конструкция катушек включает в себя компьютерное моделирование, которое имитирует распределение электромагнитного поля, оптимизируя передачу энергии для конкретных геометрических форм деталей. Многосегментные катушки обеспечивают дифференцированный нагрев сложных деталей, обеспечивая точный контроль температуры на разных участках одновременно. Передовые технологии производства, включая 3D-печать медных катушек с интегрированными каналами охлаждения, позволяют создавать узкоспециализированные геометрии, невозможные при использовании традиционных методов изготовления. Сменные системы катушек позволяют ремонтным бригадам быстро переключаться между различными приложениями, используя один источник питания, а контроллеры магнитного потока направляют и концентрируют энергию нагрева с беспрецедентной точностью, сокращая время цикла до 30% по сравнению с традиционными конструкциями катушек.
Соображения по реализации
Организации, рассматривающие технологию индукционного нагрева, должны оценить несколько факторов:
- Компонентный анализ: Оцените размер, материал и геометрию нагреваемого компонента
- Требования к питанию: Определите необходимую мощность, исходя из массы материала и желаемой скорости нагрева
- Инфраструктура охлаждения: Обеспечьте адекватные системы охлаждения для непрерывной работы
- Обучение операторов: Инвестировать в комплексное обучение технических специалистов
- Интеграционное планирование: Подумайте, как система будет интегрироваться с существующими рабочими процессами
Будущие тенденции в технологии индукционного нагрева
В сфере индукционного нагрева продолжают развиваться несколько новых тенденций:
- Интеграция IoT: Подключенные системы, обеспечивающие удаленный мониторинг и предиктивное обслуживание
- Усиленное искусственным интеллектом управление: Алгоритмы машинного обучения, оптимизирующие профили отопления
- Системы рекуперации энергии: Улавливание и повторное использование отработанного тепла
- Компактные решения высокой мощности: Более мощные системы при меньших габаритах
- Гибридные решения для отопления: Комбинированный индукционный и резистивный нагрев для сложных применений
Заключение
Технология индукционного нагрева представляет собой значительное достижение для судостроения и тяжелого машиностроения, обеспечивая существенное повышение эффективности, точности и безопасности эксплуатации. Представленные технические данные демонстрируют, что современные системы индукционного нагрева обладают неоспоримыми преимуществами по сравнению с традиционными методами нагрева: документально подтверждено сокращение времени нагрева на 70-85% и экономия энергии на 60-80%.
Для верфей и предприятий по обслуживанию тяжелого оборудования, стремящихся оптимизировать свои процессы, технология индукционного нагрева представляет собой проверенное решение с быстрой окупаемостью. По мере развития технологии первые последователи получат конкурентные преимущества за счет повышения производительности, сокращения времени простоя и улучшения контроля качества.
Тщательно оценив технические требования и выбрав подходящие по размеру системы с необходимыми функциями, организации могут успешно внедрить решения по индукционному нагреву, которые обеспечат ощутимые улучшения в их работе и итоговой прибыли.
