Применение индукционных машин PWHT в области нефте- и газопроводов
Описание
Что такое индукционная машина PWHT?
. индукционная машина PWHT это специализированная система, предназначенная для проведения послесварочной термообработки металлических конструкций и сварных соединений с помощью электромагнитной индукции. После сварки некоторые металлы (особенно легированные стали, углеродистые стали или металлы, склонные к растрескиванию) получают преимущества от контролируемого нагрева и охлаждения. Это снимает остаточные напряжения, предотвращает деформацию и улучшает микроструктуру, чтобы соответствовать нормативным требованиям и повысить долговременные эксплуатационные характеристики.
Как это работает
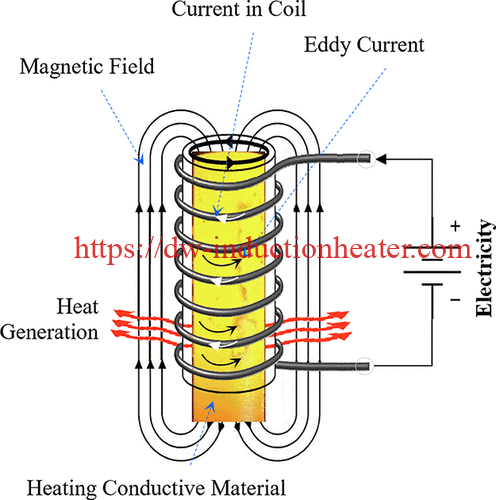
- Индукционная катушка/одеяло: Катушка или гибкое индукционное одеяло размещается вокруг или рядом с зоной сварки.
- Генерация электромагнитного поля: Блок питания машины преобразует переменный ток в определенную частоту (часто в диапазоне от 2 кГц до 25 кГц).
- Вихревые течения и тепловыделение: Электромагнитное поле индуцирует вихревые токи в металле, заставляя его нагреваться изнутри.
- Контроль температуры: Термопары, установленные вблизи сварного шва, обеспечивают обратную связь с системой управления (PLC). Она регулирует выходную мощность для достижения точного температурного профиля в соответствии с процедурами PWHT.
Зачем использовать индукцию для PWHT?
- Быстрое и точное отопление: Индукция обеспечивает более высокую скорость нагрева и точный контроль температуры, сводя к минимуму такие проблемы качества, как растрескивание или неполное снятие напряжения.
- Энергоэффективность: Индукционные системы зачастую более эффективны, чем традиционное сопротивление или печное отопление. Энергия направляется непосредственно в зону, нуждающуюся в тепле.
- Портативность и гибкость: По сравнению с большими печами, индукционные установки PWHT (с гибкими катушками/бланкетами) позволяют проводить обработку на месте или в процессе эксплуатации. Это особенно удобно для крупных компонентов или стационарных установок (например, трубопроводов на нефтеперерабатывающих заводах).
- Автоматизация и мониторинг: Большинство индукционных машин PWHT имеют встроенные системы регистрации данных, управления рецептами и сигнализации, что упрощает соблюдение норм и правил (например, ASME, AWS) и обеспечивает прослеживаемость процесса.
Типичные характеристики индукционной машины PWHT
- Диапазон номинальной мощности: В зависимости от толщины, типа материала и размера детали станки могут быть от небольших 30 кВт до крупных 300+ кВт.
- Диапазон частот: Обычно от 2 кГц до 25 кГц, оптимально в зависимости от необходимой глубины проникновения тепла.
- Несколько каналов (зон) нагрева: Позволяет одновременно обрабатывать несколько соединений или сварные швы сложной геометрии.
- Продвинутый контроль: Сенсорный экран HMI (человеко-машинный интерфейс), управление на базе ПЛК, входы с несколькими термопарами и возможность регистрации данных.
- Метод охлаждения: В зависимости от номинальной мощности индукционные блоки питания могут иметь воздушное или водяное охлаждение.
Применение индукционных машин PWHT в трубопроводной отрасли
 Послесварочная термическая обработка (PWHT) является важнейшим процессом в трубопроводной промышленности, особенно в условиях высокого давления и высоких температур. Используя технологию индукционного нагрева для проведения PWHT, изготовители и операторы трубопроводов могут добиться точного и стабильного контроля температуры, сократив при этом общее время обработки. Ниже перечислены основные области применения и преимущества индукционного нагрева PWHT в трубопроводной отрасли:
Послесварочная термическая обработка (PWHT) является важнейшим процессом в трубопроводной промышленности, особенно в условиях высокого давления и высоких температур. Используя технологию индукционного нагрева для проведения PWHT, изготовители и операторы трубопроводов могут добиться точного и стабильного контроля температуры, сократив при этом общее время обработки. Ниже перечислены основные области применения и преимущества индукционного нагрева PWHT в трубопроводной отрасли:
1. Строительство новых трубопроводов
- Длинные сварные швы
- Трубопроводы большого диаметра часто требуют многократных проходов и сложных сварных соединений. Индукционная PWHT может использоваться для равномерной термообработки по всему шву, улучшая качество сварки и снижая риск образования трещин.
- Стыковочные сварные швы
- При монтаже или расширении трубопроводов соединительные швы соединяют различные сегменты трубопровода. Последовательная термическая обработка этих сварных швов с помощью индукции снижает остаточные напряжения и помогает обеспечить долгосрочную целостность, особенно в трубопроводах, предназначенных для работы под высоким давлением.
- Полевые соединения в удаленных районах
- Индукционное оборудование PWHT, разработанное для портативности, можно перевозить на удаленные строительные площадки трубопроводов или в труднопроходимые районы. Эффективная настройка и более быстрые циклы нагрева/охлаждения особенно полезны при работе в сложных условиях с ограниченными ресурсами.
2. Ремонт и обслуживание трубопроводов
- Ремонт трещин
- В трубопроводах могут образовываться трещины вследствие усталости, коррозии или механических повреждений. Индукционная PWHT помогает снять остаточные напряжения в зоне восстановленного сварного шва, снижая риск дальнейшего распространения трещин и продлевая срок службы трубопровода.
- Горячее нарезание резьбы и добавление ответвлений
- При необходимости модификации трубопровода (например, добавлении ответвлений или новых соединений) сварные швы могут подвергаться индукционной PWHT для повышения пластичности, вязкости и общей надежности.
- Замена секций
- Если участок трубопровода демонтируется и заменяется, то для новых сварных швов часто используется индукционная ГВУ, чтобы обеспечить схожие металлургические свойства и распределение напряжений с исходными участками трубопровода.

- Если участок трубопровода демонтируется и заменяется, то для новых сварных швов часто используется индукционная ГВУ, чтобы обеспечить схожие металлургические свойства и распределение напряжений с исходными участками трубопровода.

3. Соответствие отраслевым стандартам и кодексам
- Стандарты ASME и API
- Многие кодексы по напорным трубопроводам (например, ASME B31.3, ASME B31.4, ASME B31.8 и стандарты API) предписывают PWHT для определенных материалов, толщин и сценариев эксплуатации. Индукционные машины PWHT обеспечивают точный температурный контроль и компьютерную документацию, помогая операторам выполнять эти нормативные требования.
- Снижение твердости
- Равномерно распределяя тепло по всей зоне сварки, индукционные системы помогают снизить твердость в зоне термического влияния (ЗТВ) - требование некоторых регламентированных кодексом процедур для минимизации риска образования трещин, вызванных водородом.
- Требования к конкретным материалам
- Некоторые легированные стали, такие как хромомолибденовая (Cr-Mo) или другие высокопрочные низколегированные (HSLA) стали, могут требовать строгих термических профилей. Индукционная PWHT позволяет настраивать температурный режим, время выдержки и контролируемое охлаждение для достижения желаемой микроструктуры.
4. Преимущества Индукционная поливинилхлоридная обработка в трубопроводе Приложения
- Более быстрые циклы нагрева
- Индукционный нагрев обеспечивает прямую и эффективную подачу тепла в зону сварки, значительно сокращая время нагрева по сравнению с традиционными методами (например, катушками сопротивления или газовыми печами).
- Точное, равномерное распределение тепла
- Автоматизированные системы управления обеспечивают точное регулирование температуры и равномерное покрытие по всей окружности трубы. Такая однородность очень важна для соблюдения механических и металлургических требований.
- Мобильность и простота установки
- Современные индукционные машины PWHT разработаны как легкие и портативные, что делает их идеальными для использования в полевых условиях, где большие печи или стационарные установки нецелесообразны.
- Энергоэффективность
- Поскольку при индукционном нагреве энергия направляется на зону сварки, а не на нагрев больших окружающих участков, общее энергопотребление снижается, что приводит к экономичности, особенно важной для крупных трубопроводных проектов.
- Повышение безопасности
- Системы индукционного нагрева исключают необходимость использования открытого огня или высокотемпературных топливных сред, снижая риск пожара и повышая безопасность на объекте.

- Системы индукционного нагрева исключают необходимость использования открытого огня или высокотемпературных топливных сред, снижая риск пожара и повышая безопасность на объекте.

5. Общие процедуры PWHT трубопроводов с индукцией
- Предварительный нагрев
- Перед сваркой индукционная технология может также использоваться для предварительного нагрева труб или фитингов, особенно при работе с толстостенными или высокопрочными материалами. Это помогает предотвратить быстрое охлаждение и последующее растрескивание в зоне сварки.
- Контролируемое наращивание и замачивание
- Индукционное оборудование позволяет регулировать скорость нарастания температуры, что обеспечивает постепенный нагрев сварного соединения. После достижения заданной температуры (часто в диапазоне 600-700°C, в зависимости от материала) его выдерживают в течение определенного времени (стадия выдержки) для снятия внутренних напряжений.
- Контролируемое охлаждение
- Постепенное охлаждение очень важно для предотвращения образования хрупких микроструктур. В индукционных системах операторы могут программировать скорость охлаждения в соответствии с конкретными требованиями к материалу.
Примеры использования и преимущества
- Сосуды под давлением и трубопроводы: Обеспечивает целостность сварных швов в нефтегазовой, энергетической и нефтехимической отраслях.
- Тяжелое производство: Снимает остаточные напряжения в крупных конструкциях, таких как секции судов, компоненты тяжелого оборудования и узлы из конструкционной стали.
- Ремонт и техническое обслуживание: Идеально подходит для ремонта сварных швов на месте (например, турбин, труб котлов и сложных трубопроводов) без демонтажа крупных узлов.
- Соблюдение правил: Многие стандарты (ASME, AWS, EN) требуют термической обработки после сварки для определенных материалов и толщин, чтобы обеспечить механическую целостность.
Ниже приведена таблица технических параметров для индукционных машин PWHT (послесварочная термообработка) мощностью 60 кВт, 80 кВт, 120 кВт, 160 кВт, 200 кВт, 240 кВт и 300 кВт. Фактические характеристики могут отличаться в зависимости от производителя, поэтому рассматривайте эти цифры как типичные справочные значения.
Технические параметры индукционных машин PWHT (от 60 кВт до 300 кВт)
| Параметр | 60 кВт | 80 кВт | 120 кВт | 160 кВт | 200 кВт | 240 кВт | 300 кВт |
|---|---|---|---|---|---|---|---|
| Рейтинг мощности | 60 кВт | 80 кВт | 120 кВт | 160 кВт | 200 кВт | 240 кВт | 300 кВт |
| Входное напряжение (3-фазный) | 380-415 V<br>(50/60 Гц) | 380-415 V<br>(50/60 Гц) | 380-415 V<br>(50/60 Гц) | 380-480 V<br>(50/60 Гц) | 380-480 V<br>(50/60 Гц) | 380-480 V<br>(50/60 Гц) | 380-480 V<br>(50/60 Гц) |
| Диапазон выходных частот | 5-25 кГц | 5-25 кГц | 5-25 кГц | 5-25 кГц | 2-25 кГц | 2-25 кГц | 2-25 кГц |
| Номинальный ток (Прим.) | ~90-100 A | ~120-130 A | ~180-200 A | ~240-260 A | ~300-320 A | ~350-380 A | ~450-480 A |
| Каналы отопления (Зоны) | 1-2 | 2-4 | 2-4 | 4-6 | 4-6 | 4-6 | 6-8 |
| Диапазон температур | До ~850 °C | До ~850 °C | До ~850 °C | До ~900 °C | До ~900 °C | До ~900 °C | До ~900 °C |
| Точность контроля температуры | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C |
| Метод охлаждения | Модуль питания с воздушным или водяным охлаждением | Модуль питания с воздушным или водяным охлаждением | Модуль питания с водяным охлаждением | Модуль питания с водяным охлаждением | Модуль питания с водяным охлаждением | Модуль питания с водяным охлаждением | Модуль питания с водяным охлаждением |
| Цикл работы (при максимальной мощности) | ~80-100% (непрерывный) | ~80-100% (непрерывный) | ~80-100% (непрерывный) | ~80-100% (непрерывный) | ~80-100% (непрерывный) | ~80-100% (непрерывный) | ~80-100% (непрерывный) |
| Система управления | Сенсорный экран PLC/HMI, регистрация данных | Сенсорный экран PLC/HMI, регистрация данных | Сенсорный экран PLC/HMI, регистрация данных | Сенсорный экран PLC/HMI, регистрация данных | Сенсорный экран PLC/HMI, регистрация данных | Сенсорный экран PLC/HMI, регистрация данных | Сенсорный экран PLC/HMI, регистрация данных |
| Размеры (Д×Ш×Г, прибл.) | 0.8×0.7×1.4 m | 1.0×0.8×1.5 m | 1.1×0.9×1.6 m | 1.2×1.0×1.7 m | 1.3×1.1×1.8 m | 1.4×1.2×1.8 m | 1.6×1.4×2.0 m |
| Вес (Прим.) | ~250 кг | ~300 кг | ~400 кг | ~500 кг | ~600 кг | ~700 кг | ~900 кг |
 Примечания:
Примечания:
- Входное напряжение: Чем выше номинальная мощность, тем шире может быть допустимый диапазон входного напряжения (некоторые модели могут работать при напряжении до 480 В или 690 В).
- Выходная частота: Более низкие частоты глубже проникают в материал, что часто оказывается полезным для толстостенных деталей. Регулируемая частота помогает оптимизировать распределение тепла.
- Каналы (зоны) отопления: Несколько независимых каналов позволяют одновременно проводить PWHT для нескольких соединений или более сложных геометрических форм.
- Метод охлаждения: В небольших устройствах иногда используется принудительное воздушное охлаждение; в более мощных устройствах чаще всего применяются водяные или гликолевые контуры охлаждения.
- Цикл работы: Указывает на способность машины работать непрерывно на полной мощности. Большинство индукционных установок PWHT обеспечивают практически непрерывную работу (80-100%) при условии достаточного охлаждения.
- Размеры и вес: Они сильно различаются в зависимости от типа корпуса (открытый каркас, шкаф), конфигурации системы охлаждения и дополнительных опций (например, системы укладки кабеля или встроенной катушки).
Дополнительные соображения по оборудованию для индукционной поливинилхлоридной обработки
- Тип катушки/индуктора: В зависимости от условий применения могут быть предусмотрены гибкие одеяла, кабели или жесткие катушки.
- Регистрация данных и отчетность: Многие системы оснащены встроенными регистраторами данных для точного отслеживания температуры/времени, что очень важно для соблюдения норм и правил (например, ASME, AWS).
- Входы для термопар: Обычно поддерживает несколько термопар для точного контроля различных зон сварки.
- Безопасность и сигнализация: Перегрев, низкий расход охлаждающей жидкости и обнаружение замыкания на землю являются стандартными функциями безопасности.
Для получения точных сведений рекомендуется проконсультироваться с производителем или поставщиком, который подберет параметры (например, конструкцию катушки, программное обеспечение для управления или дополнительные функции) в соответствии с вашими конкретными процедурами сварки и требованиями к материалам.
Заключение
Индукционная послесварочная термообработка (PWHT) стала ключевой технологией в области трубопроводов. Ее точность, эффективность и высокая гибкость обеспечивают соответствие сварных швов нормативным требованиям, сохранение долгосрочной структурной целостности и снижение риска отказов. Независимо от того, применяются ли индукционные машины PWHT при строительстве новых трубопроводов, ремонте или профилактическом обслуживании, они предлагают мощное решение проблем сварки трубопроводов, помогая обеспечить безопасную и надежную транспортировку критически важных ресурсов на долгие годы вперед.
Похожие товары
-

Стальная плита с индукционным нагревом для ковки
-
Индукционная нагревательная машина DW-HF-160KW
-
Индукционный нагрев для разборки и сборки крупных подшипников, муфт валов, ступиц гребных винтов и турбинных подшипников в судостроительной промышленности и при обслуживании тяжелого оборудования
-
Снятие напряжения после сварки - индукционная сварка с предварительным нагревом