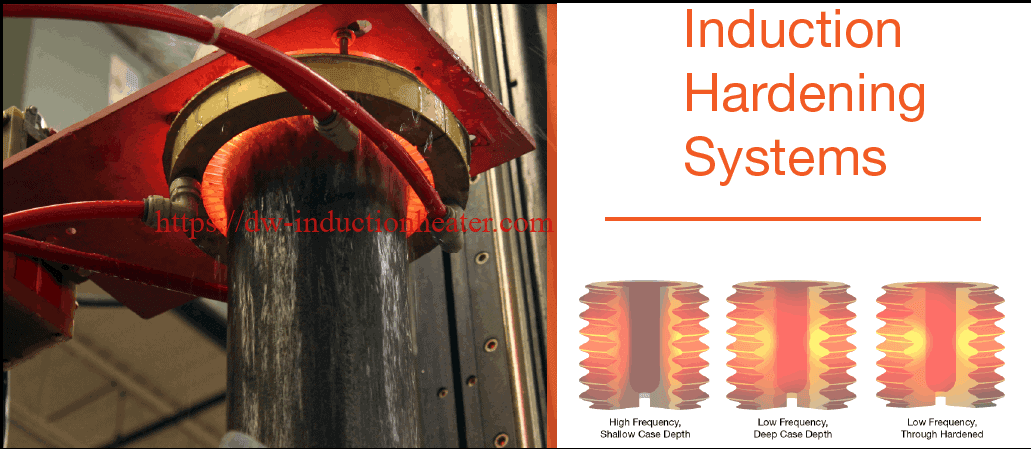
Racord din oțel pentru călirea suprafeței prin inducție
Descriere
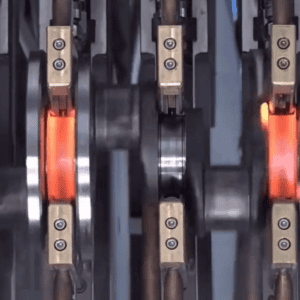
Întăritură prin inducție a suprafeței armăturii de oțel la 1600 ºF (871 ºC) pentru o aplicație de întărire
Inducție Întărirea suprafeței de montare a oțelului pentru un producător de piese prelucrate se realizează de obicei prin încălzire prin inducție.Principalii parametri tehnici sunt duritatea suprafeței, duritatea locală și adâncimea efectivă a stratului întărit.

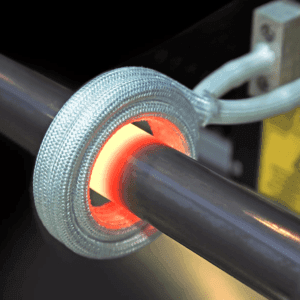
Material : Fitinguri din oțel (diametru 0,75"/19mm)
Temperatura: 1600 ºF (871 ºC)
Frecvență: 368 kHz
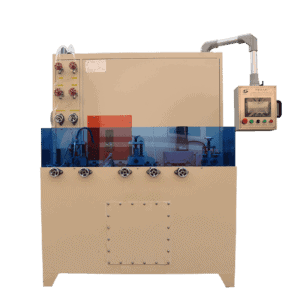
Echipament:
–Sistem de încălzire prin inducție DW-UHF-10kW echipat cu o stație de încălzire la distanță care conține doi condensatori de 1,0 μF
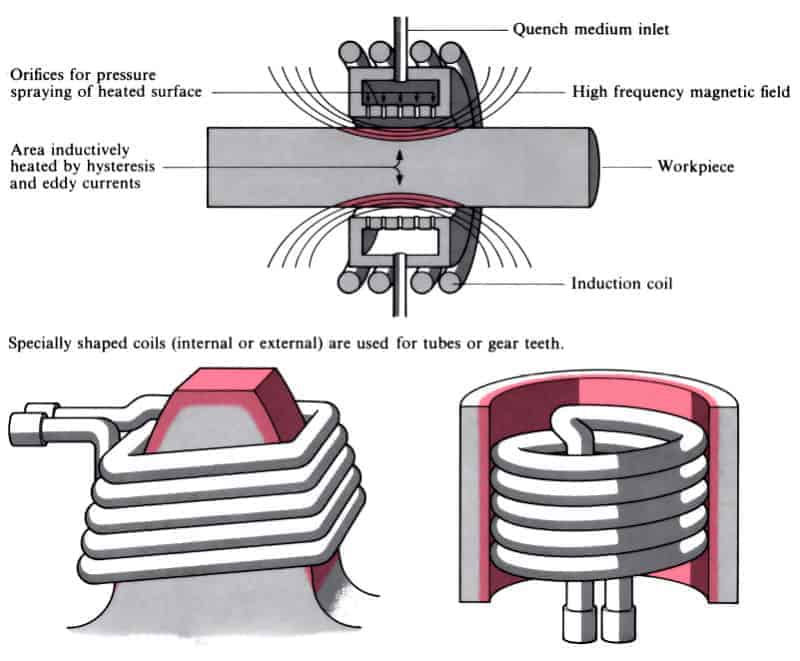
-O bobină de încălzire cu inducție elicoidală cu trei tururi, proiectată și dezvoltată special pentru această aplicație
Procesul de călire prin inducție
The designul serpentinei de încălzire prin inducție a permis ridicarea piesei în serpentina de încălzire din partea de jos. Designul a fost realizat, de asemenea, pentru a se asigura că va funcționa bine în cadrul configurației actuale a clientului. Testarea inițială a avut loc cu vopsele indicatoare de temperatură pentru a evalua uniformitatea modelului de încălzire și viteza de încălzire. Cu un model de încălzire bun, probele au fost prelucrate la intervale de timp de 1,0, 1,25 și 1,5 secunde. Probele au fost aruncate în apă după încălzire pentru a încheia procesul de întărire.

Rezultate/beneficii
Viteză: accesoriul a fost încălzit în mai puțin de două secunde
Eficiență: Inducția utilizează mai puțină energie decât metodele de încălzire competitive
Amprenta la sol/Design: Încălzire prin inducție poate fi implementat ocupând un spațiu modest, iar designul bobinei se potrivește cu aranjamentele operaționale ale clientului