Preîncălzirea prin inducție a sudura transaxle auto
Descriere
Preîncălzirea prin inducție a sudura transaxle auto
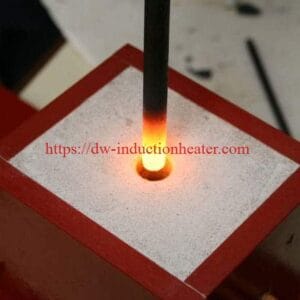
Obiectiv: Pentru preîncălzirea unei axe de oțel cu diametrul exterior de 91 mm (3,6") cu trei linii de sudură la 350 ºC (662 ºF), fiecare linie de sudură fiind încălzită la temperatură în cinci secunde
![]() Material: Ax de oțel cu diametrul exterior de 91 mm (3,6") furnizat de client
Material: Ax de oțel cu diametrul exterior de 91 mm (3,6") furnizat de client
Temperatura: 662 ºF (350 ºC)
Frecvența: 121 kHz
Echipament: DW-HF-45kW 50-150 kHz sistem de încălzire prin inducție echipat cu o stație de încălzire la distanță care conține opt condensatoare de 1,0 μF în serie paralelă
- Un orificiu intern cu o singură poziție bobină de încălzire prin inducție concepute și dezvoltate special pentru această aplicație.
 Procesul de preîncălzire prin inducție: Axul de oțel a fost vopsit cu vopsea indicatoare de temperatură și a fost atașat un termocuplu la piesă. Bobina de încălzire prin inducție a fost plasată în interiorul axului de oțel, iar sursa de alimentare a fost pornită. Această abordare a permis ca linia de sudură să fie încălzită la 662 ºF (350 ºC) în cinci secunde, conform dorinței clientului. Sursa de alimentare poate fi programată să se oprească după timpul de încălzire dorit - cinci secunde în acest caz. Apoi, bobina poate fi mutată la a doua linie de sudură și la a treia linie de sudură.
Procesul de preîncălzire prin inducție: Axul de oțel a fost vopsit cu vopsea indicatoare de temperatură și a fost atașat un termocuplu la piesă. Bobina de încălzire prin inducție a fost plasată în interiorul axului de oțel, iar sursa de alimentare a fost pornită. Această abordare a permis ca linia de sudură să fie încălzită la 662 ºF (350 ºC) în cinci secunde, conform dorinței clientului. Sursa de alimentare poate fi programată să se oprească după timpul de încălzire dorit - cinci secunde în acest caz. Apoi, bobina poate fi mutată la a doua linie de sudură și la a treia linie de sudură.
Rezultate/Beneficii Proces: Deoarece bobina se află în interiorul axului, nu încurcă și poate fi apoi mutată cu ușurință la următoarea linie de sudură
- Viteză: Inducția și procedeul propus permit încălzirea liniilor de sudură la temperatura dorită
timp
- Teste de laborator gratuite: Acesta este un proiect nou pentru client, iar testele HLQ Lab Service Request au permis clientului să
testarea aplicării lor și a fost concepută o abordare inovatoare