
Preîncălzire prin inducție pentru sudarea pieselor auto
Descriere
Preîncălzire prin inducție Sudarea pieselor auto cu echipament de încălzire prin inducție
Obiectiv Preîncălzirea cusăturii unei osii de camion la peste 300 ° F în 15 secunde pentru o aplicație de sudură și menținerea temperaturii în zona de sudură timp de 15 secunde după ce puterea este
oprit.
Material Ax de oțel pentru camion; vopsea indicatoare de temperatură 350° și 400°F; "creioane colorate" indicatoare de temperatură 350°, 375° și 400°F
Temperatură 350°F
Frecvență 75 kHz
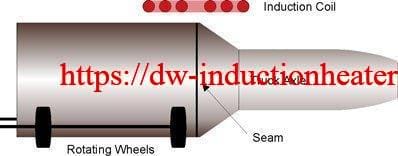
Echipament: sursă de alimentare DW-HF-35kW, stație de încălzire la distanță cu patru condensatoare de 1,2 μF și o bobină de inducție pancake special concepută.
Proces A fost construit un dispozitiv pentru a roti axul la 400° în 15 secunde, iar bobina de inducție a fost plasată deasupra axului. Circumferința axului (sub bobină) a fost vopsită cu vopsea indicatoare de temperatură de 350° și 400°F. În timp ce axul era rotit, a fost aplicată putere RF timp de 15 secunde. Toate
din vopsea s-a topit, confirmând că temperatura axului era mai mare de 400 °F. Puterea RF a fost oprită și "creioanele" de temperatură au fost plasate imediat pe osie pentru a monitoriza temperatura. Creionul de 400 °F nu s-a topit; creionul de 375 °F s-a topit timp de 15 secunde; creionul de 350 °F s-a topit timp de 30
secunde.
Rezultate Axul de oțel a fost încălzit la peste 400 ° F în 15 secunde, iar temperaturile de peste 350 ° F au fost menținute timp de 30 de secunde după oprirea alimentării, îndeplinind cerințele aplicației de sudare.