








Cuptor de forjare prin inducție pentru bare și fileuri
Descriere
Inducție Forjare Bar și Billet Cuptor pentru formarea la cald bare, bile și tije de aluminiu, oțel și cupru
Cuptor de forjare prin inducție pentru bare și lingouri este o metodă utilizată pe scară largă pentru încălzirea obiectelor metalice. Procesul implică utilizarea unui câmp electromagnetic pentru a genera căldură în interiorul obiectului care urmează să fie încălzit. Forjarea prin inducție este utilizată în mod obișnuit în producția de bare, țagle și tije fabricate din diverse metale, cum ar fi aluminiu, oțel și cupru. Această lucrare de cercetare își propune să exploreze procesul de forjare prin inducție a barelor și bilelor, avantajele și provocările sale, precum și aplicațiile sale în diferite industrii.

Cuptor de forjare prin inducție pentru bare și fileuri Proces:
Procesul de forjare prin inducție implică utilizarea unei bobine de inducție care produce un câmp electromagnetic. Bara sau lingoul este plasat în interiorul bobinei, iar câmpul magnetic alternativ induce un curent electric în interiorul obiectului, care generează căldură datorită rezistenței. Căldura produsă este proporțională cu puterea câmpului electromagnetic și cu rezistența metalului încălzit.
Avantajele cuptorului de forjare prin inducție a barelor și bilelor:
Forjarea prin inducție oferă mai multe avantaje față de metodele tradiționale de încălzire. Acestea includ:
1. Eficiență ridicată: Forjarea prin inducție este o metodă extrem de eficientă, deoarece căldura este generată direct în interiorul obiectului care urmează să fie încălzit. Acest lucru elimină nevoia de preîncălzire, ceea ce reduce consumul de energie și economisește timp.
2. Încălzire precisă: Forjarea prin inducție permite controlul precis al procesului de încălzire. Căldura generată poate fi ajustată în funcție de cerințele specifice ale obiectului care urmează să fie încălzit.
3. Calitate constantă: Forjarea prin inducție produce o calitate constantă a căldurii, deoarece aceasta este generată uniform în întregul obiect. Acest lucru asigură că produsul final este de înaltă calitate și îndeplinește specificațiile solicitate.

Provocările cuptorului de forjare prin inducție a barelor și bilelor:
Deși forjare prin inducție oferă mai multe avantaje, prezintă și unele provocări. Următoarele sunt câteva dintre provocările asociate cu forjarea prin inducție:
1. Dimensiuni limitate: Forjarea prin inducție este potrivită pentru încălzirea obiectelor de dimensiuni mici până la medii. Obiectele mari necesită mai multă putere și pot să nu fie fezabile cu forjarea prin inducție.
2. Costul inițial: forjarea prin inducție necesită investiții inițiale semnificative în echipamente și infrastructură. Acest lucru o face mai puțin potrivită pentru operațiunile la scară mică.
3. Pregătirea suprafeței: Forjarea prin inducție necesită ca suprafața obiectului încălzit să fie curată și lipsită de impurități. Acest lucru necesită timp și costuri suplimentare de pregătire.
Aplicații ale cuptorului de forjare prin inducție a barelor și bilelor:
Cuptorul de forjare prin inducție pentru bare și lingouri este utilizat pe scară largă în diverse industrii. Următoarele sunt câteva dintre aplicațiile forjării prin inducție:
1. Industria automobilelor: Forjarea prin inducție este utilizată în producția de piese auto precum angrenaje, axe și arbori cotiți.
2. Industria aerospațială: Forjarea prin inducție este utilizată în producția de componente pentru vehicule aerospațiale precum aeronave, navete spațiale și sateliți.
3. Industria construcțiilor: Forjarea prin inducție este utilizată în producția de bare de armare, șuruburi și piulițe utilizate în construcții.
 Descrierea produsului
Descrierea produsului
Pentru încălzirea diferitelor materiale de bare: cum ar fi oțel & fier, bronz, alamă, aliaj de aluminiu, etc.
Imaginea este doar pentru referință, culoarea se poate schimba în funcție de puterea diferită.
Funcții și specificații speciale personalizate în funcție de cerințele clientului.
Caracteristici și avantaje:
1.Automatic: alimentare automată, selectarea automată a piesei de prelucrat este bună sau rea, măsurarea automată a temperaturii, descărcarea automată.
2. Design integrat: Economisiți timp de instalare, costuri și spațiu.
3. Panoul de operare încorporat afișează stările de funcționare ale mașinii, pentru a facilita diagnosticarea defecțiunilor.
| Caracteristici | Detaliu | |
| 1 | Încălzire rapidă și stabilă | economisirea 20%- 30% energie electrică decât modul tradițional; Eficiență ridicată și consum redus de energie |
| 2 | Dimensiuni mici | Ușor de instalat, utilizat și reparat |
| 3 | Sigur și fiabil | Fără înaltă tensiune, foarte sigur pentru lucrătorii dvs. |
| 4 | Un sistem de circulație a răcirii | Capabil să funcționeze continuu 24 de ore |
| 5 | autoprotecție completă funcție | mai multe tipuri de lămpi de alarmă: supracurent, supratensiune, supraîncălzire, lipsă de apă etc. Aceste lămpi pot controla și proteja mașina. |
| 6 | Protecția mediului | Aproape fără strat de oxid, nu produce gaze de eșapament, nu produce ape reziduale |
| 7 | Tip IGBT | Evitați întreruperea rețelei electrice fără legătură; Asigurați o durată lungă de viață a mașinii. |
Parametrul cuptorului de forjare la cald a lingourilor metalice:
| DW-MF-200 | DW-MF-250 | DW-MF-300 | DW-MF-400 | DW-MF-500 | DW-MF-600 | ||
| Tensiunea de intrare | 3 faze, 380V/410V/440V , 50/60Hz | ||||||
| Curent de intrare maxim | 320A | 400A | 480A | 640A | 800A | 960A | |
| Frecvența de oscilație | 0.5KHz^20KHz (frecvența de oscilație va fi personalizată în funcție de dimensiunea pieselor de încălzire) | ||||||
| Ciclul de funcționare Încărcare | 100%, lucru continuu 24h | ||||||
| Dorințe de răcire a apei | 0.1MPa<Presiunea apei<0.3MPa, Duritatea apei<50 | ||||||
| Dimensiune | Gazdă | 1000X800X1500mm | 1500X800X2800mm | 850X1700X1900mm | |||
| Extensie | extensia va fi personalizată în funcție de materialul și dimensiunea pieselor de încălzire | ||||||
| Greutate | 110 kg | 150 kg | 160 kg | 170 kg | 200 kg | 220 kg | |
| Depinde de dimensiunea extensiei | |||||||
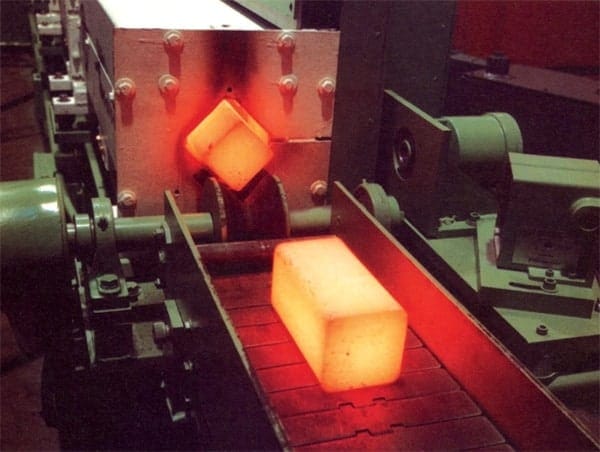
În cuptorul de forjare la cald cu inducție a lingourilor de metale este încălzită întreaga lingură. În mod normal, pentru billetele sau lingourile scurte, se utilizează un buncăr sau o cuvă pentru a prezenta automat bilele în linie la rolele de strângere, la unitățile de tracțiune acționate de lanț sau, în unele cazuri, la împingătoare pneumatice. Taloanele sunt apoi conduse prin bobină, unul după altul, pe șine răcite cu apă sau sunt utilizate căptușeli ceramice prin orificiul bobinei, care reduc frecarea și previn uzura. Lungimea bobinei este în funcție de timpul de înmuiere necesar, de durata ciclului pentru fiecare componentă și de lungimea lingourilor. În cazul lucrărilor de mare volum cu secțiune transversală mare, nu este neobișnuit să existe 4 sau 5 bobine în serie pentru a obține 5 m (16 ft) de bobină sau mai mult.

Concluzie:
Cuptor de forjare prin inducție pentru bare și lingouri este o metodă extrem de eficientă și precisă pentru încălzirea obiectelor metalice. Deși prezintă unele provocări, rămâne o metodă populară în diverse industrii, inclusiv industria auto, aerospațială și de construcții. Avantajele forjării prin inducție includ eficiența ridicată, încălzirea precisă și calitatea constantă. Astfel, se poate concluziona că forjarea prin inducție este un proces valoros și eficient pentru industria prelucrării metalelor.



