
Aplicații ale procesului de întărire a suprafețelor prin inducție
Ce este întărirea prin inducție?
Inducție de întărire este o formă de tratament termic în care o piesă metalică cu un conținut suficient de carbon este încălzită în câmp de inducție și apoi răcită rapid. Acest lucru crește atât duritatea, cât și fragilitatea piesei. Încălzirea prin inducție vă permite să aveți o încălzire localizată la o temperatură predeterminată și vă permite să controlați cu precizie procesul de întărire. Repetabilitatea procesului este astfel garantată. De obicei, călirea prin inducție se aplică pieselor metalice care trebuie să aibă o rezistență mare la uzură superficială, păstrându-și în același timp proprietățile mecanice. După realizarea procesului de călire prin inducție, piesa metalică trebuie să fie călită în apă, ulei sau aer pentru a obține proprietăți specifice ale stratului superficial.

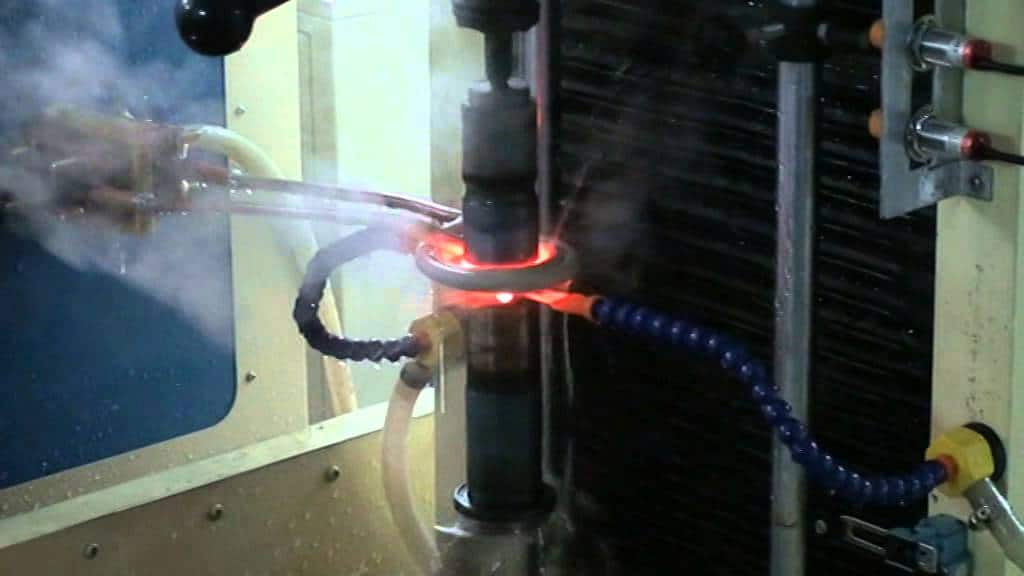
Inducție de întărire este o metodă de întărire rapidă și selectivă a suprafeței unei piese metalice. O bobină de cupru purtând un nivel semnificativ de curent alternativ este plasată în apropierea piesei (fără a o atinge). Căldura este generată la suprafață și în apropierea acesteia prin pierderi prin curent Foucault și histerezis. O soluție de stingere, de obicei pe bază de apă cu un adaos, cum ar fi un polimer, este direcționată către piesă sau aceasta este scufundată. Aceasta transformă structura în martensită, care este mult mai dură decât structura anterioară.
Un tip popular și modern de echipament de întărire prin inducție se numește scaner. Piesa este ținută între centre, rotită și trecută printr-o bobină progresivă care furnizează atât căldură, cât și călire. Călirea este direcționată sub bobină, astfel încât orice zonă dată a piesei este răcită rapid imediat după încălzire. Nivelul de putere, timpul de staționare, rata de scanare (avans) și alte variabile ale procesului sunt controlate cu precizie de un computer.
Proces de cimentare utilizat pentru a crește rezistența la uzură, duritatea suprafeței și durata de viață la oboseală prin crearea unui strat de suprafață întărit, menținând în același timp o microstructură de bază neafectată.
Inducție de întărire este utilizat pentru a crește proprietățile mecanice ale componentelor feroase într-o anumită zonă. Aplicațiile tipice sunt trenul de rulare, suspensia, componentele motorului și piesele ștanțate. Călirea prin inducție este excelentă pentru repararea cererilor de garanție / defecțiunilor pe teren. Beneficiile principale sunt îmbunătățirea rezistenței, a rezistenței la oboseală și la uzură într-o zonă localizată, fără a fi necesară reproiectarea componentei.
Procese și industrii care pot beneficia de călirea prin inducție:
Tratament termic
Întărirea lanțului
Întărirea tuburilor și țevilor
Construcții navale
Industria aerospațială
Căi ferate
Automobile
Energii regenerabile

Beneficiile călirii prin inducție:
Preferată pentru componentele care sunt supuse unor sarcini mari. Inducția conferă o duritate ridicată a suprafeței cu o carcasă adâncă capabilă să suporte sarcini extrem de mari. Rezistența la oboseală este crescută prin dezvoltarea unui miez moale înconjurat de un strat exterior extrem de dur. Aceste proprietăți sunt de dorit pentru piesele care sunt supuse unor sarcini de torsiune și pentru suprafețele care sunt supuse forțelor de impact. Prelucrarea prin inducție se realizează piesă cu piesă, permițând o mișcare dimensională foarte previzibilă de la o piesă la alta.
Control precis al temperaturii și al adâncimii de întărire
Încălzire controlată și localizată
Ușor de integrat în liniile de producție
Proces rapid și repetabil
Fiecare piesă de prelucrat poate fi întărită prin parametri exacți optimizați
Proces eficient din punct de vedere energetic
Componente din oțel și oțel inoxidabil care pot fi întărite prin inducție:
Elemente de fixare, flanșe, angrenaje, rulmenți, tuburi, curse interioare și exterioare, arbori cotiți, arbori cu came, juguri, arbori de transmisie, arbori de ieșire, fusuri, bare de torsiune, coroane de orientare, sârmă, supape, burghie etc.

Rezistență crescută la uzură
Există o corelație directă între duritate și rezistența la uzură. Rezistența la uzură a unei piese crește semnificativ cu întărirea prin inducție, presupunând că starea inițială a materialului a fost fie recoaptă, fie tratată la o stare mai moale.
Rezistență crescută și durată de viață la oboseală datorită miezului moale și tensiunii de compresiune reziduale la suprafață
Tensiunea de compresiune (considerată de obicei un atribut pozitiv) este rezultatul faptului că structura întărită de lângă suprafață ocupă un volum ușor mai mare decât miezul și structura anterioară.
Piesele pot fi călite după Inducție de întărire pentru a regla nivelul de duritate, după cum doriți
Ca în cazul oricărui proces care produce o structură martensitică, revenirea va scădea duritatea, reducând în același timp fragilitatea.
Carcasă adâncă cu miez dur
Adâncimea obișnuită a carcasei este de 0,030" - 0,120", ceea ce este, în medie, mai adâncă decât procesele precum carburarea, carbonitrurarea și diverse forme de nitrurare efectuate la temperaturi subcritice. Pentru anumite proiecte, cum ar fi axele sau piesele care sunt încă utile chiar și după ce mult material a fost uzat, adâncimea carcasei poate fi de până la ½ inch sau mai mare.
Proces de întărire selectivă fără mascare necesară
Zonele cu post-sudare sau post-uscare rămân moi - foarte puține alte procese de tratare termică sunt capabile să realizeze acest lucru.
Distorsiune relativ minimă
Exemplu: un arbore de 1" Ø x 40" lungime, care are doi butuci uniform distanțați, fiecare de 2" lungime, care necesită susținerea unei sarcini și rezistență la uzură. Călirea prin inducție se realizează doar pe aceste suprafețe, pe o lungime totală de 4". Cu o metodă convențională (sau dacă am căli prin inducție întreaga lungime, de altfel), ar exista mult mai multe deformări.
Permite utilizarea de oțeluri cu costuri reduse, cum ar fi 1045
Cel mai popular oțel utilizat pentru piesele care urmează să fie călite prin inducție este 1045. Este ușor prelucrabil, are un cost redus și, datorită unui conținut de carbon de 0,45% nominal, poate fi călit prin inducție până la 58 HRC+. De asemenea, are un risc relativ scăzut de fisurare în timpul tratamentului. Alte materiale populare pentru acest proces sunt 1141/1144, 4140, 4340, ETD150 și diverse fonturi.

Limitări ale călirii prin inducție
Necesită o bobină de inducție și unelte care se referă la geometria piesei
Deoarece distanța de cuplare între piesă și bobină este esențială pentru eficiența încălzirii, dimensiunea și conturul bobinei trebuie să fie selectate cu atenție. În timp ce majoritatea trainerilor au un arsenal de bobine de bază pentru încălzirea formelor rotunde, cum ar fi arbori, știfturi, role etc., unele proiecte pot necesita o bobină personalizată, care uneori costă mii de dolari. În cazul proiectelor de volum mediu sau mare, avantajul reducerii costurilor de tratare per piesă poate compensa cu ușurință costul bobinei. În alte cazuri, beneficiile tehnice ale procesului pot depăși preocupările legate de costuri. În caz contrar, pentru proiectele de volum redus, costul bobinei și al uneltelor face, de obicei, procesul nepracticabil dacă trebuie construită o nouă bobină. De asemenea, piesa trebuie să fie susținută într-un anumit fel în timpul tratamentului. Rularea între centre este o metodă populară pentru piesele de tip arbore, dar în multe alte cazuri trebuie să se utilizeze unelte personalizate.
Probabilitate mai mare de fisurare comparativ cu majoritatea proceselor de tratament termic
Acest lucru se datorează încălzirii și călirii rapide, precum și tendinței de a crea puncte fierbinți la caracteristici/ muchii cum ar fi: chei, caneluri, găuri transversale, filete.
Distorsiunea cu călire prin inducție
Nivelurile de distorsiune tind să fie mai mari decât în cazul proceselor precum nitrurarea ionică sau cu gaz, din cauza încălzirii/răcirii rapide și a transformării martensitice rezultate. Acestea fiind spuse, călirea prin inducție poate produce mai puține distorsiuni decât tratamentul termic convențional, în special atunci când este aplicată doar într-o zonă selectată.
Limitări ale materialelor cu călire prin inducție
Deoarece procesul de călire prin inducție nu implică în mod normal difuzarea carbonului sau a altor elemente, materialul trebuie să conțină suficient carbon, împreună cu alte elemente, pentru a asigura capacitatea de întărire care să susțină transformarea martensitică la nivelul de duritate dorit. Aceasta înseamnă, de obicei, că carbonul se află în intervalul 0,40%+, producând o duritate de 56 - 65 HRC. Se pot utiliza materiale cu conținut mai scăzut de carbon, cum ar fi 8620, cu o reducere rezultată a durității realizabile (40-45 HRC în acest caz). Oțelurile precum 1008, 1010, 12L14, 1117 nu sunt utilizate în mod obișnuit din cauza creșterii limitate a durității obținute.
Detaliile procesului de suprafață de călire prin inducție
Inducție de întărire este un proces utilizat pentru întărirea suprafeței oțelului și a altor componente din aliaj. Piesele care urmează să fie tratate termic sunt plasate în interiorul unei bobine de cupru și apoi încălzite peste temperatura lor de transformare prin aplicarea unui curent alternativ bobinei. Curentul alternativ din bobină induce un câmp magnetic alternativ în interiorul piesei de prelucrat, care determină încălzirea suprafeței exterioare a piesei la o temperatură superioară intervalului de transformare.
Componentele sunt încălzite cu ajutorul unui câmp magnetic alternativ până la o temperatură în intervalul de transformare sau peste acesta, urmată de stingerea imediată. Este un proces electromagnetic care utilizează o bobină de inducție din cupru, care este alimentată cu un curent la o frecvență și un nivel de putere specifice.
