






Inducție Brazare Instrumente din oțel inoxidabil
Descriere
Inducție Brazare Instrumente din oțel inoxidabil cu echipamente de încălzire RF
Obiectivul cercetării
Pentru a brasa trei îmbinări pe un ansamblu de jet de profilaxie dentară cu încălzire prin inducție; pentru a îmbunătăți consistența randamentului și a reduce durata ciclului.
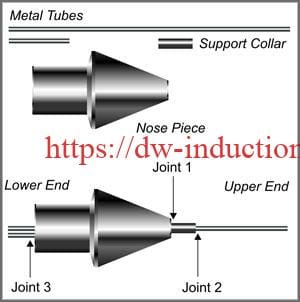
Piese și materiale Descriere
Piesă nazală profilată din oțel inoxidabil, două tuburi, guler de susținere a tubului, inele din aliaj de braze, flux B1
Temperatura necesară
1400°F
Echipamente de încălzire prin inducție
DW-UHF-4.5kW Sursă de alimentare pentru încălzire prin inducție RF, inductor (bobină) special proiectat
Frecvența de funcționare
400 kHz
Procedura de încălzire
Au fost efectuate teste inițiale pentru a stabili timpul până la temperatură și profilurile de încălzire. S-a stabilit că un proces în două etape ar oferi rezultate optime. Pentru această aplicație, a fost utilizat un inductor elicoidal cu patru spire, dublu înfășurat, special conceput pentru a furniza căldură uniformă în zonele de îmbinare. Cele două tuburi, gulerul de susținere a tubului și piesa de nas au fost asamblate și menținute în poziție cu ajutorul unei fixări temporare. Inelele din aliaj de brasare au fost așezate în poziție și un strat subțire de flux B1 a fost aplicat pe întregul ansamblu. În prima etapă a procesului de încălzire, capătul superior al tubului al ansamblului a fost plasat în zona de încălzire și a fost furnizată energie de inducție timp de 10 secunde. În etapa a doua, ansamblul a fost inversat și capătul inferior al ansamblului a fost încălzit timp de încă 10 secunde. Ansamblul a fost apoi scos, scăldat în apă fierbinte pentru a îndepărta fluxul și uscat cu aer cald.
Concluzie
Rezultate consecvente și repetabile au fost obținute cu ajutorul sursei de alimentare DW-UHF-4.5kW și a ciclurilor de încălzire de 10 secunde. Fiecare îmbinare de brazare a fost sigilată cu un filet uniform




