
Objetivo
Juntas de ligação para brasagem de pequenos tubos de cobre por indução de alta frequência totalmente sólidas utilizando o sistema de brasagem por indução DW-UHF-10 kW e a bobina de laboratório dividida disponível
Teste 1
Equipamento
Máquina de brasagem por indução DW-UHF-10kw

Materiais
- Tubagem de cobre - Tubo de aspiração
- Pasta de brasagem
Parâmetros-chave
Potência: 9,58 kW
Temperatura: Aproximadamente 1500° F (815° C)
Tempo: 5 - 5,2 segundos
Teste 2
Equipamento
DW-UHF-10kw sistema de brasagem por indução
Materiais
- Tubos de cobre - Tubo do condensador
- Pasta de brasagem
Parâmetros-chave
Potência: 8,83 kW
Temperatura: Aproximadamente 1300° F (704° C)
Tempo: 2 segundos

Processo:
Teste 1
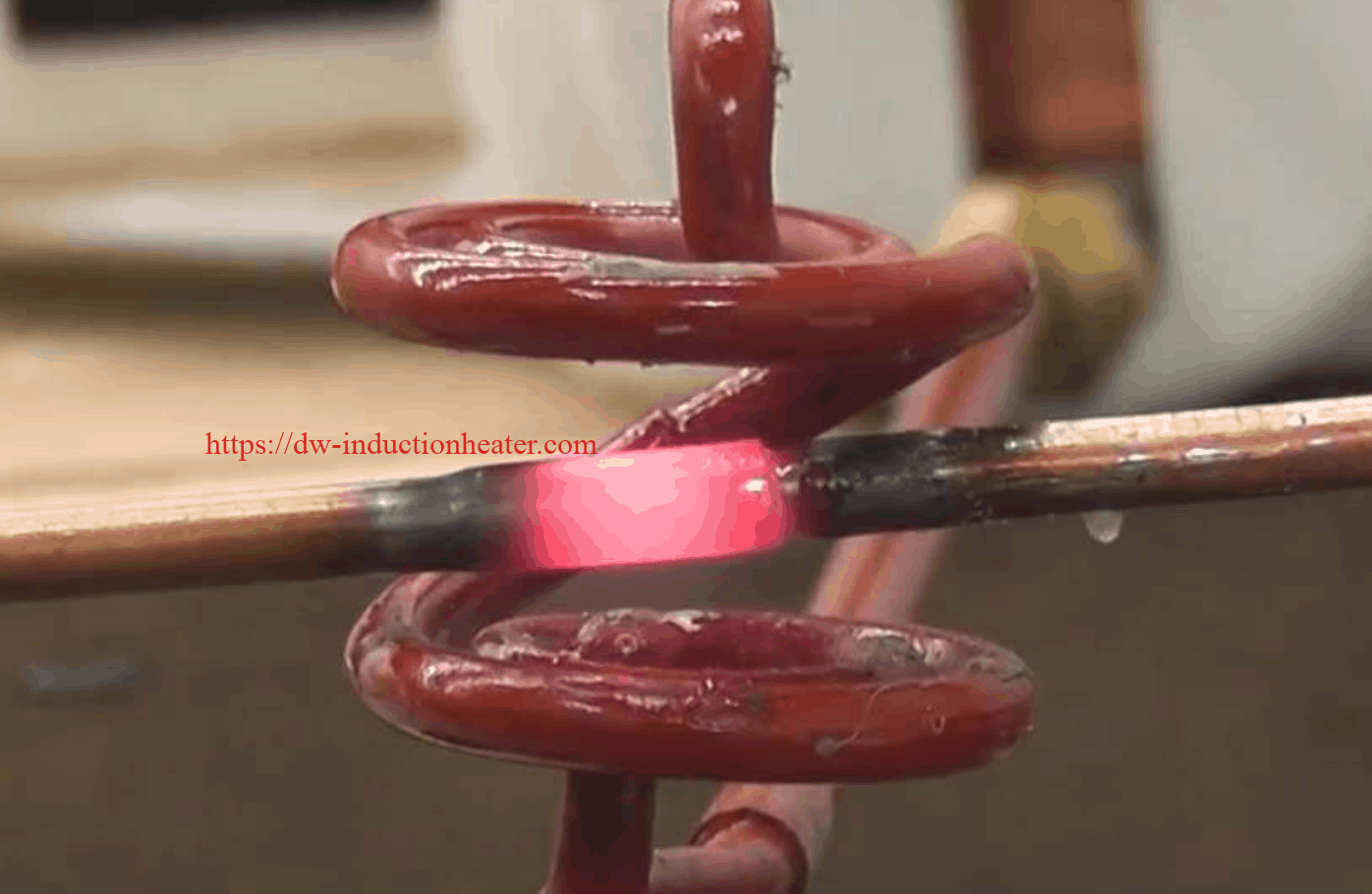
Como só foi fornecido um conjunto para o teste, montámos uma carga de teste utilizando uma tubagem de cobre de parede pesada de 5/16", de modo a que um tubo aceitasse o outro numa extremidade de flange aberta formada. O tempo de aquecimento foi estimado com base na utilização de tinta tempilaque para indicar a temperatura. O conjunto de teste (seguido dos componentes fornecidos) foi montado com um revestimento de pasta de brasagem de liga 505 e colocado na bobina de teste de laboratório, de acordo com as fotografias anexas. Um ciclo de aquecimento de 5 a 5,2 segundos foi considerado suficiente para fazer fluir a liga e criar a junta.
Teste 2:
O conjunto do tubo mais pequeno (tubo do condensador) foi montado e um anel da liga de brasagem fornecida (solda de prata) foi formado e colocado na intersecção dos dois tubos. Um tempo de aquecimento de 2 segundos foi suficiente para fazer fluir a liga e completar a junta.

Resultados/Benefícios:
- Como demonstrado, o sistema de brasagem por indução DW-UHF-10kw é capaz de aquecer por indução as secções maiores e mais pequenas de tubo a tubo para completar uma junta soldada. Os tempos de aquecimento utilizando uma bobina de teste disponível estão dentro das expectativas de tempo de aquecimento de produção exigidas pela FLDWX
- A HLQ exigirá uma montagem completa para revisão, a fim de desenvolver a versão final conceção de bobinas de aquecimento por indução que possa acomodar todas as 12 juntas indicadas na fotografia do esquema. É necessário conhecer e ver as folgas entre as ligações dos tubos a soldar e a secção de aço do compressor para garantir que a caixa de aço não é afetada pelo campo de RF resultante criado na bobina de carga. Este projeto final pode exigir a adição de materiais de ferrite na bobina que servirão para focar o campo de RF nos condutores de cobre e não na caixa de aço.
- Os testes iniciais foram concluídos no DW-UHF-10 kW utilizando uma bobina de laboratório disponível. A bobina de aquecimento por indução de produção estará contida num invólucro não condutor que permitirá ao operador utilizá-la para localizar a bobina contra os cabos de cobre para uma localização precisa e positiva do aquecimento para o processo de brasagem. O projeto da bobina de produção incorporará fios mais curtos do que a bobina de ensaio e será configurado de forma a melhorar os ciclos de aquecimento (tempos de aquecimento mais curtos).

- A HLQ pode fornecer o sistema com um controlo de processo opcional. Este será efetivamente um ciclo de processo programado que será desenvolvido para cada junta listada na fotografia de montagem fornecida com o pedido de aplicação da FLDWX. Cada uma das 12 juntas será programada sequencialmente para acomodar cada junta em particular - isto permitirá que o operador se desloque na mesma sequência programada da junta 1 para a junta 12. Cada ciclo da bobina/manípulo de brasagem por indução em U deslocará o processo da junta 1 (tempo de aquecimento e % de potência) para a junta 2 (tempo de aquecimento e % de potência), etc., até à junta 12. A sequência, uma vez introduzida, terá de ser seguida para cada conjunto. Desta forma, o tempo de brasagem por junta deixa de ser um trabalho de adivinhação, permitindo a repetição do processo.

- Outra opção a considerar seria a opção do braço robótico HLQ. Esta opção suporta o bobinas de brasagem por induçãoO braço de suporte roda e move a bobina/carcaça da bobina para a posição e ângulo adequados para cada junta, assegurando a posição do solo e o tempo de aquecimento. O braço de suporte roda e move a bobina/carcaça da bobina para a posição e ângulo corretos para cada articulação, assegurando a posição do solo e o tempo de aquecimento.
