inductiehardend stalen nokmontage
Beschrijving
inductiehardend stalen nokmontage

Doelstelling : Inductieharding de omtrek van ¼" dikke stalen nokconstructies
Materiaal: ¼" dikke stalen nokkensets met verschillende geometrieën
Temperatuur : 1650 ºF (900 °C)
Frequentie : 177 kHz
Uitrusting

DW-UHF-10kW inductieverwarmingssysteemuitgerust met een extern warmtestation met één 1,0µF condensator en een inductieverwarmingsspoel die speciaal voor deze toepassing is ontworpen en ontwikkeld
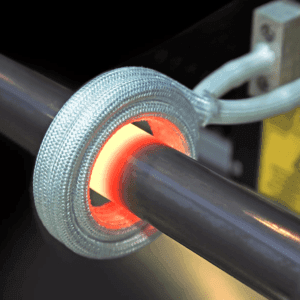
Proces
Een tweedraads spiraal wordt gebruikt om de nokken te verhitten. De verwarmingstijd varieert van 120-150 seconden. Na het verhitten worden de onderdelen in water afgekoeld.
 Resultaten/Voordelen
Resultaten/Voordelen
Inductieharding de buitenoppervlakken van de nokken met inductie resulteert in:
- gelijkmatige verwarming voor gelijkmatige resultaten
- één spoel kan voor veel geometrieën worden gebruikt
- consistente resultaten van stuk tot stuk
Er zijn duizenden zeer succesvolle inductiehardingsmachines die miljoenen onderdelen produceren die geleverd worden aan diverse industriële segmenten. Onder de onderdelen die routinematig inductieharden (IH) ondergaan zijn onderdelen zoals nokkenassen, krukassen, tandwielen, kettingwielen, transmissieassen, kogelbouten, pennen, tandraderen, wielassen, lagerassen, bevestigingsmiddelen, werkgereedschappen, rupsplaten voor grondverzetmachines - de lijst is in wezen eindeloos. Als voorbeeld toont de afbeelding een kleine reeks geometrieën die routinematig inductiegehard worden.