Inductiegloeien Asuiteinde
Beschrijving
Inductie het Ontharden Schachteind met het Verwarmen Systeem van de Hoge Frequentieinductie
Doel Ontharden van het uiteinde van een stalen hydraulische motoras voorafgaand aan machinale bewerking
Materiaal .75" (19mm) diameter stalen staaf, 6" (152,4mm) lang met een spiebaan aan het uiteinde
Temperatuur 1350 ºF (732 ºC)
Frequentie 300 kHz
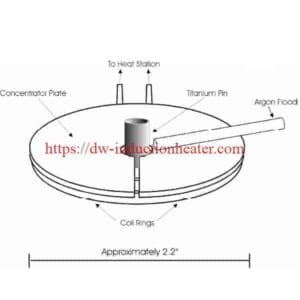
Apparatuur -DW-UHF-10 kW inductieverwarmingssysteem, uitgerust met een externe werkkop die een condensator van 1,0 μF bevat
- Een inductieverwarmingsspoel die speciaal voor deze toepassing is ontworpen en ontwikkeld.
Proces Voor het gloeien van de motoras wordt een spiraalvormige spoel met drie windingen gebruikt.
Het uiteinde van de motoras wordt in de spoel geplaatst en er wordt gedurende 20 seconden stroom toegepast om 1350 ºF (732 ºC) te bereiken en het staal roodgloeiend te maken.
Resultaten/Voordelen Inductieverwarming biedt:
- Hoog rendement, lage energiekosten
- Precieze en controleerbare plaatsing van warmte om alleen het vereiste gebied te gloeien
- Sneller productieproces
- Consistente resultaten