hardsolderen van pijp aan pijpeind
Beschrijving
Doel
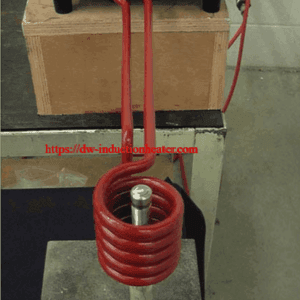
Inductiesolderen verbinding tussen pijp en pijpeind.

Materialen
De buislengte varieert van 39,3″ (1m) tot 236,2″ (6 m).
Uitrusting:
DW-UHF-10KW inductiesoldeermachine

Belangrijkste parameters
Temperatuur: Ongeveer 1382°F (750°C)
Tijd: 1 minuut tot 30 seconden gemiddeld

Resultaten en conclusies:
De lengte van het buisuiteinde varieert van de huidige 1,57″ tot 3,94″ (40 mm tot 100 mm) en de lengte van de geperforeerde buis varieert van 1 tot 6 m (3,28ft tot 19,685ft). De lengte van de overlapverbinding kan in de toekomst oplopen tot maximaal 0,28″ (7 mm).
Kwaliteitseisen: De overlapverbinding, alle gaten, de verbindingslijn aan de binnenkant van de overlap en de verbindingslijn op OD van de buizen moeten volledig gesmolten worden met soldeervulmiddel.
Het gewricht heeft ook fysieke kracht nodig.

U zult ons de uiteindelijke parameters voorstellen, evenals de flux en het vereiste toevoegmetaal voor een goede soldeerverbinding en eventuele armaturen. De uiteindelijke buitenste dias van de buis zal oplopen tot 1,97″ (50 mm). De lengte zal niet veel verschillen. De dikte van de geperforeerde buis kan oplopen tot maximaal 0,079″ (2 mm).