Inductie oppervlakteharding Gereedschapsmachines
Beschrijving
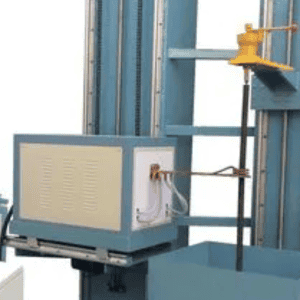
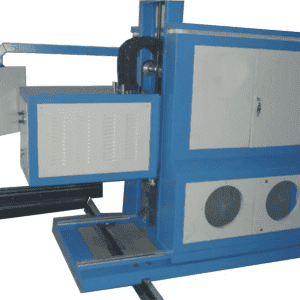
CNC inductie oppervlakteharding gereedschapsmachines
Inductieharding wordt vooral gebruikt voor het harden van lageroppervlakken en assen en ingewikkeld gevormde onderdelen waarbij slechts een specifiek gebied moet worden verhit.
Door de keuze van de werkfrequentie van de inductieverwarmingssysteemwordt de resulterende indringdiepte gedefinieerd.
Bovendien kan worden besloten of het oppervlak moet worden gehard in de lucht, met water of met een speciale verhardingsemulsie. Afhankelijk van het koelmedium worden verschillende hardheidsgraden bereikt.

Inductieharden kan handmatig of automatisch worden uitgevoerd. Het is ook mogelijk om in een continu proces te harden.
- Geschikt voor het harden en ontlaten van diverse werkstukken, zoals inductieharding van assen, tandwielen, geleiderails, schijven, pennen en andere onderdelen;
- Het heeft de functies van continu harden, simultaan harden, gesegmenteerd continu harden en gesegmenteerd simultaan harden;
- Gebruik numeriek besturingssysteem of PLC en snelheidsregelsysteem met frequentieomzetting om werkstukpositionering en scannen te realiseren en sluit PLC en inductieverwarming aan om volledig geautomatiseerde productie te realiseren.
- Verticaal (harden van asdelen) + horizontaal (harden van tandringdelen)
Harden is een van HLQ inductieverwarming de belangrijkste toepassingsgebieden van power systems. Honderden van onze verhardingsoplossingen worden over de hele wereld gebruikt, waaronder veel in de auto-industrie.
Het belangrijkste voordeel van inductieverwarming voor het uitharden is dat het slechts enkele seconden duurt. In een oven kan hetzelfde proces uren of zelfs dagen duren. Hoe is dat mogelijk?

Het antwoord is dat inductie fenomenaal is in het snel genereren van warmte. Dit betekent op zijn beurt dat je het harden kunt integreren in het productieproces. Harden in een oven is daarentegen tijdrovender (groter warmteverlies) en vereist dat de componenten worden verplaatst naar je eigen oven of die van een onderaannemer.
In-line integratie van uitharding verkort uw doorlooptijden aanzienlijk.
Je hebt volledige controle over kwaliteit, levertijden en kosten. Er hoeven geen kilo's onderdelen heen en weer te worden getransporteerd, wat energie en het milieu spaart en, last but not least, de administratieve rompslomp tot een minimum beperkt.
HLQ Induction Heating Power Systems heeft vele jaren ervaring in het inductief harden en ontlaten van diverse werkstukken. Het hart van elk hardingssysteem wordt gevormd door de HLQ Induction Heating Power Systems inductiewarmtebron, de meest geavanceerde inductiefrequentieomvormer in de industrie. Deze veelgeprezen omvormers zorgen voor optimale hardingsresultaten - dag in dag uit, jaar in jaar uit.

Het Hardening Systeem omvat verticaal scannen, horizontaal (centerless) scannen en op maat gemaakte machines en serieel en/of parallel gecompenseerde inductiebronnen met een groot bereik aan uitgangsvermogen en frequenties.
- Deze reeks die werktuigmachine verharden gebruikt numerieke controletechnologie, heeft ononderbroken, gelijktijdig, sectioneel-continu en sectioneel-silultane dovende functies, wordt het hoofdzakelijk gebruikt voor inductie dovend van schachten, schijven, spelden en toestellen, en door hoge dovende precisie gekenmerkt. verhardend werktuigmachine door met middelgrote frequentie, superaudiofrequentie, hoge frequentie en ultrahoge die frequentieinductie het verwarmen machine te verbinden wordt gebruikt.
- CNC-hardingsmachinefunctie:
- CNC-systeem: Het CNC-systeem van de hoogfrequent afschrikmachine kan een verscheidenheid aan afschrikprocesprogramma's samenstellen en opslaan volgens verschillende werkstukvereisten.
- HMI: programmeringstype en menselijke interface in het Engels en Chinees.
- Regeling aanpassen: het kan het verwarmingsvermogen regelen om te starten, te stoppen, delen te verwarmen en te koelen, rotatiesnelheid en bewegingssnelheid.
- Draaibank: keur gelaste structuur met goede roestvrije functies goed.
- Hoogste aanpassingsdelen: keur elektrische aanpassing goed, om het vastklemmen van het werkstuk van verschillende lengte te realiseren.
- Werklijstsysteem: gebruik kogelomloopspindel en servomotor om te rijden, licht, hoge geleidingsprecisie en nauwkeurige positionering.
- Het omwentelingssysteem van de hoofdas: keur het veranderlijke frequentie regelen goed om de ononderbroken aangepaste snelheid van de delenomwenteling te realiseren.
- Elektrisch besturingsdeel: de werktuigmachine heeft een stroomverliesbeveiligingsfunctie en heeft een hoge veiligheid en betrouwbaarheid.
- Frame: gemaakt van dikke staalplaten, met raam en schuifdeuren, voorkomt opspattend water, gemakkelijk om onderdelen te laden en het uithardingsproces te controleren.
CNC verticale hardings- en afschrikmachine
Deze reeks die werktuigmachine verharden gebruikt numerieke controletechnologie, heeft ononderbroken, gelijktijdig, sectioneel-continu en sectioneel-silultane dovende functies, wordt het hoofdzakelijk gebruikt voor inductie dovend van schachten, schijven, spelden en toestellen, en door hoge dovende precisie gekenmerkt. verhardend werktuigmachine door met middelgrote frequentie, superaudiofrequentie, hoge frequentie en ultrahoge die frequentieinductie het verwarmen machine te verbinden wordt gebruikt.

Volgens de verschillende van werkstuk, zijn er verticaal type, horizontaal type,gesloten type, aangepast type, enz.
1.Standard SK-500/1000/1200/1500 werkstuk bewegend type Voor assen, schijven, spelden en toestellen die verharden
2.SK-2000/2500/3000/4000 Transformator bewegend type, Gebruikt voor het verwarmen van lengte meer dan 1500mm schacht
3.Closed type: Aangepast voor grote schacht, meer schone werkomgeving.
4.Horizontale hardingsmachine
SK-500/1000/1200/1500/2000/2500/3000/4000 Gebruikt voor gladde schacht
5. Aangepast type
Technische Parameter
| Model | SK-500 | SK-1000 | SK-1200 | SK-1500 |
| Max. verwarmingslengte (mm) | 500 | 1000 | 1200 | 1500 |
| Max. diameter verwarming (mm) | 500 | 500 | 600 | 600 |
| Max. houdlengte (mm) | 600 | 1100 | 1300 | 1600 |
| Max. gewicht van het werkstuk (kg) | 100 | 100 | 100 | 100 |
| Rotatiesnelheid werkstuk (r/min)) | 0-300 | 0-300 | 0-300 | 0-300 |
| werkstuk bewegende snelheid (mm/min) | 6-3000 | 6-3000 | 6-3000 | 6-3000 |
| Koelmethode | Hydrojet koeling | Hydrojet koeling | Hydrojet koeling | Hydrojet koeling |
| Ingangsspanning | 3P 380V 50Hz | 3P 380V 50Hz | 3P 380V 50Hz | 3P 380V 50Hz |
| Motorvermogen | 1.1KW | 1.1KW | 1.2KW | 1,5KW |
| Afmeting LxBxH (mm) | 1600 x800 x2000 | 1600 x800 x2400 | 1900 x900 x2900 | 1900 x900 x3200 |
| gewicht (kg) | 800 | 900 | 1100 | 1200 |
| Model | SK-2000 | SK-2500 | SK-3000 | SK-4000 |
| Max. verwarmingslengte (mm) | 2000 | 2500 | 3000 | 4000 |
| Max. diameter verwarming (mm) | 600 | 600 | 600 | 600 |
| Max. houdlengte (mm) | 2000 | 2500 | 3000 | 4000 |
| Max. gewicht van het werkstuk (kg) | 800 | 1000 | 1200 | 1500 |
| rotatiesnelheid werkstuk (r/min)) | 0-300 | 0-300 | 0-300 | 0-300 |
| werkstuk bewegende snelheid (mm/min) | 6-3000 | 6-3000 | 6-3000 | 6-3000 |
| Koelmethode | Hydrojet koeling | Hydrojet koeling | Hydrojet koeling | Hydrojet koeling |
| Ingangsspanning | 3P 380V 50Hz | 3P 380V 50Hz | 3P 380V 50Hz | 3P 380V 50Hz |
| Motorvermogen | 2KW | 2.2KW | 2,5KW | 3KW |
| Afmeting LxBxH (mm) | 1900 x900 x2400 | 1900 x900 x2900 | 1900 x900 x3400 | 1900 x900 x4300 |
| gewicht (kg) | 1200 | 1300 | 1400 | 1500 |

CNC-hardende/quenching machinefunctie:
1.CNC systeem: Het CNC systeem van de hoge frequentiehardingsmachine kan een verscheidenheid aan afschrikprocessen samenstellen en opslaan, afhankelijk van de verschillende werkstukvereisten.
2.HMI: programmeringstype en mens-machine-interface displays in het Engels en Chinees.
3.Control aan te passen: het kan het verwarmingsvermogen te starten, te stoppen, delen verwarming en koeling tijd, rotatiesnelheid en bewegingssnelheid.
4.Lathe: keur gelaste structuur met goede roestvrije functies goed.
5.Top aanpassingsdelen: keur elektrische aanpassing goed, om het vastklemmen van het werkstuk van verschillende lengte te realiseren.
6. Werktafel systeem: neem balschroef en servomotor te rijden, rijden licht, hoge gids precisie en nauwkeurige positionering.
7.Main schacht omwentelingssysteem: keur het veranderlijke frequentie regelen goed om de ononderbroken aangepaste snelheid van de delenomwenteling te realiseren.
8.Electric controle deel: de werktuigmachine heeft macht-verliest bescherming functie, heeft hoge veiligheid en betrouwbaarheid.
9.Frame: gemaakt door dikke stalen platen, met venster en schuifdeuren, voorkomen waterspatten, gemakkelijk om onderdelen en monitor te laden inductieharden proces.