Doel
Het doel van deze applicatietest is het bepalen van de verhittingstijden voor het inductief solderen van koperdraadconnectoren op een koperen coaxkabel. De klant wil het met de hand solderen met soldeerbouten vervangen door inductiesolderen. Handsolderen kan arbeidsintensief zijn en de resulterende soldeerverbinding is sterk afhankelijk van de vaardigheid van de operator. Inductiesolderen maakt eindige procescontrole mogelijk en levert een consistent resultaat.
Uitrusting
DW-UHF-6KW-III handheld inductiesoldeerverwarmer
 Materialen
Materialen
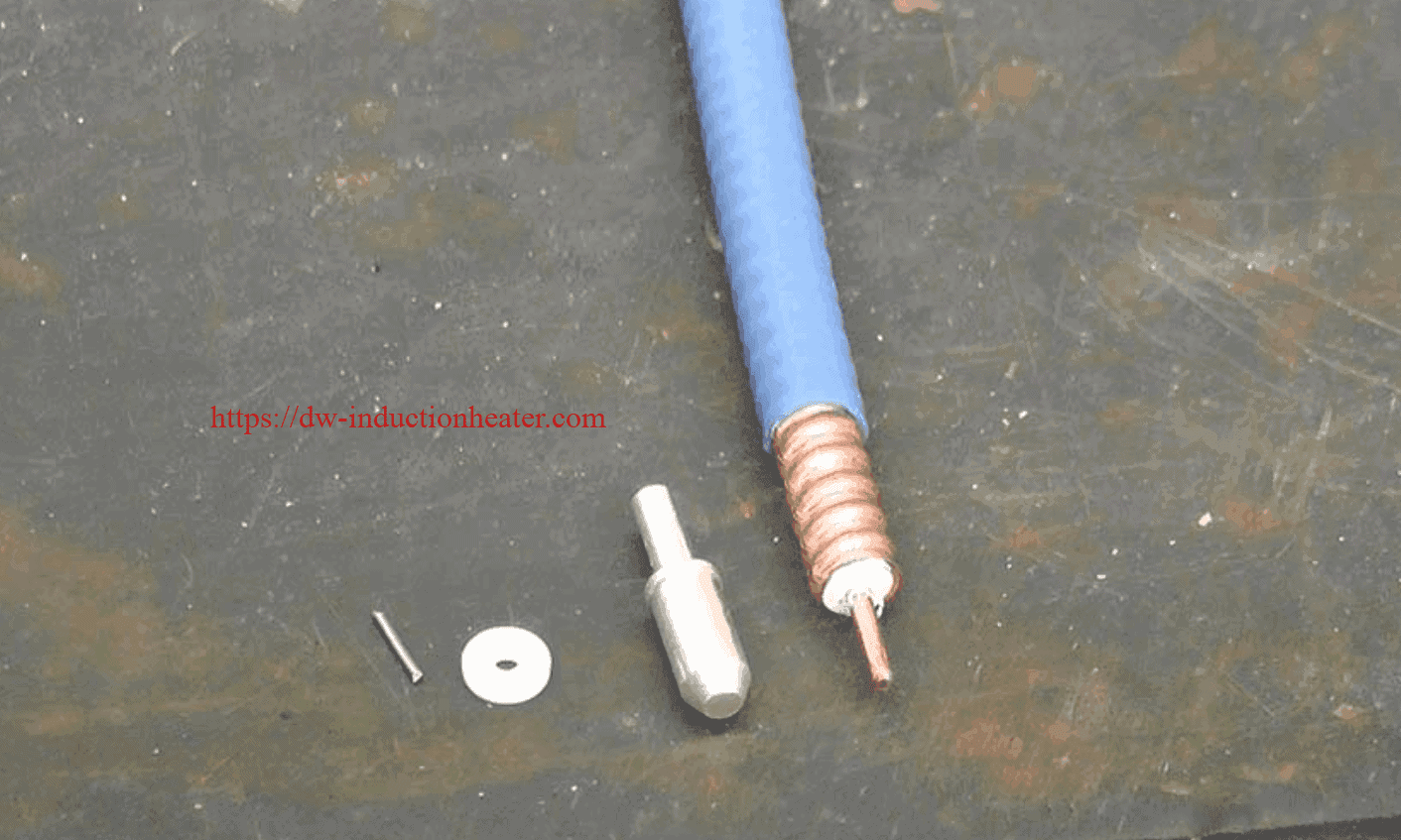
- Koperen coaxkabel
- Geplateerde koperen connectoren
- Koperen kogelvormige interne connector
- Koperen pinvormige interne connector
- Soldeerdraad
- Koolstofstaal
Test 1: Koperen coaxmiddengeleider solderen aan kogelvormige middenpen
Belangrijkste parameters
Temperatuur: ~400°F (204°C)
Vermogen: 1,32 kW
Tijd: 3 seconden voor kogelconnector
Test 2: Koperen coax middengeleider solderen aan naaldvormige middenpen
Belangrijkste parameters
Temperatuur: ~400°F (204°C)
Vermogen: 1,32 kW
Tijd: 1,5 seconde voor naaldconnector
Test 3: Koperen coax aan de eindconnector solderen (kegelvormige centrale pin)
Belangrijkste parameters
Temperatuur: ~400°F (204°C)
Vermogen: 1,8 kW
Tijd: 30 seconden verwarmingstijd, gevolgd door een afkoelcyclus van 10 seconden
Test 4: Koperen coax aan de eindconnector solderen (naaldvormige middenpen)
Belangrijkste parameters
Temperatuur: ~400°F (204°C)
Tijd: 30 seconden verwarmingstijd, gevolgd door een afkoelcyclus van 10 seconden
 Proces:
Proces:
Voor elk type middenpen bestaat het soldeerproces uit twee stappen. Ten eerste wordt de middenpen (kogelvormig of naaldvormig) aan de middengeleider van de coaxkabel gesoldeerd en ten tweede wordt de coaxkabel met de pen in de eindconnector gesoldeerd.
Tests 1 en 2: middengeleider van koperen coax aan de middenpen van de connector solderen
- De interne connectorpin (naald en kogel volgden hetzelfde proces) werd aan de middengeleider van de coaxkabel gemonteerd. Een soldeersoldeerplug met ongeveer ½ de lengte van de pen waar de draad gesoldeerd moet worden, werd afgesneden en in het ontvangende uiteinde van de middenpen geplaatst. De koperen geleider van de coax werd met lichte druk naar beneden op de soldeersoldeerpin geplaatst.
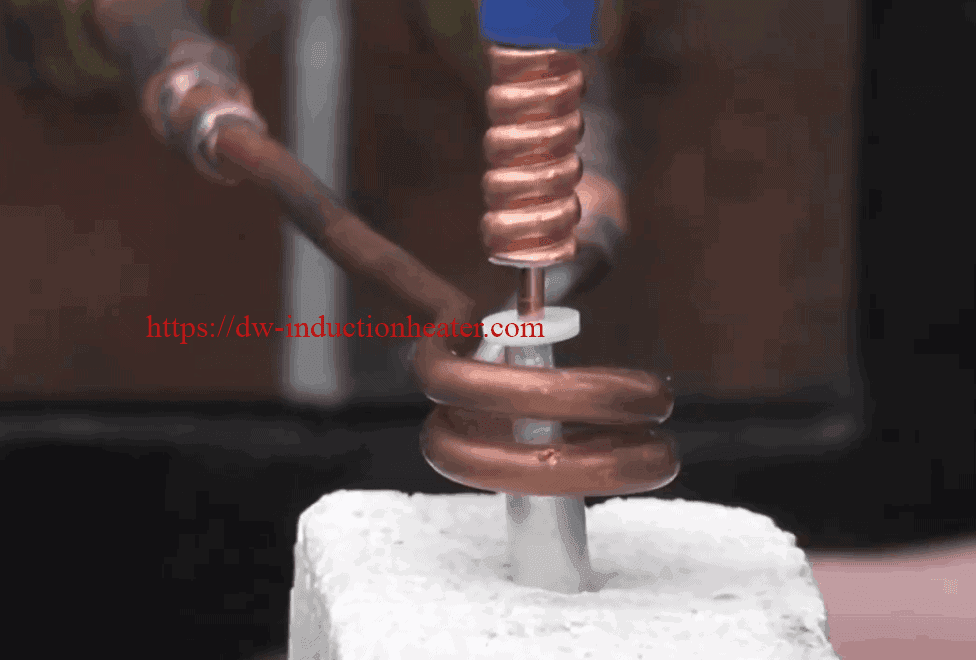
- De assemblage werd in een inductiespoel met twee draairichtingen geplaatst en de stroom werd ingeschakeld.
- Terwijl het soldeersel smolt, ging de koperen geleider van de coax in de middelste pen zitten. De assemblage werd nog enkele seconden stilgehouden terwijl het soldeer afkoelde. Opmerking: het is belangrijk om de soldeerverbinding stil te houden totdat deze is afgekoeld. Als er beweging optreedt, kan er een "koude" soldeerverbinding ontstaan.
Tests 3 en 4: koperen schroefconnector aan de middenpen solderen
- Soldeerdraad werd rond de gegolfde groeven van de coax gewikkeld. De coax met soldeer werd in de eindconnector geplaatst.
- De assemblage werd in een u-vormige inductiespoel geplaatst en de stroom werd ingeschakeld.
- Verhittingstijd - 30 seconden voor beide assemblages gevolgd door een wachttijd van 10 seconden om de legering te laten stollen.
Resultaten/Voordelen:
Het solderen was succesvol en bevestigde dat inductiesolderen van koperdraadconnectoren een uitstekend alternatief is voor solderen met de hand.
- Nauwkeurige regeling van tijd en temperatuur
- Vermogen op aanvraag met snelle warmtecycli
- Herhaalbaar proces, niet afhankelijk van operator
- Veilig verwarmen zonder open vuur
- Energie-efficiënte verwarming