HLQ Inductieverwarmingssystemen zijn systemen met toegevoegde waarde die direct in de productiecel passen, waardoor er minder uitval en afval is en er geen toortsen nodig zijn. De systemen kunnen worden geconfigureerd voor handmatige bediening, halfautomatische en volledig geautomatiseerde systemen. HLQ inductiesoldeer- en soldeersystemen zorgen herhaaldelijk voor schone, lekvrije verbindingen voor een breed scala aan onderdelen, waaronder brandstofleidingen, warmtewisselaars, gasverdelers, spruitstukken, hardmetalen gereedschappen en nog veel meer.

Principes van inductiesolderen en -solderen
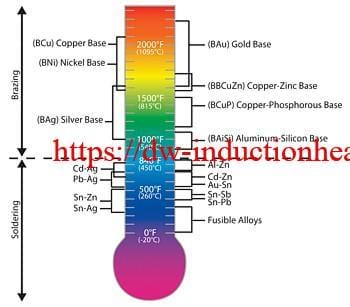
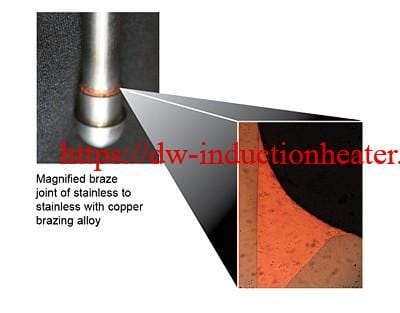
Hardsolderen en solderen zijn processen voor het verbinden van gelijksoortige of ongelijksoortige materialen met behulp van een compatibel vulmateriaal. Vulmetalen zijn lood, tin, koper, zilver, nikkel en hun legeringen. Alleen de legering smelt en stolt tijdens deze processen om de basismaterialen van het werkstuk te verbinden. Het toevoegmetaal wordt door capillaire werking in de verbinding getrokken. Soldeerprocessen worden uitgevoerd bij temperaturen lager dan 450°C (840°F), terwijl hardsoldeertoepassingen worden uitgevoerd bij temperaturen hoger dan 450°C (840°F) tot 1150°C (2100°F).
 Het succes van deze processen hangt af van het ontwerp van de assemblage, de speling tussen de te verbinden oppervlakken, de reinheid, de procesbeheersing en de juiste selectie van apparatuur die nodig is om een herhaalbaar proces uit te voeren.
Het succes van deze processen hangt af van het ontwerp van de assemblage, de speling tussen de te verbinden oppervlakken, de reinheid, de procesbeheersing en de juiste selectie van apparatuur die nodig is om een herhaalbaar proces uit te voeren.
Reinheid wordt gewoonlijk verkregen door een vloeimiddel toe te voegen dat vuil of oxiden bedekt en oplost en uit de soldeerverbinding verdringt.
Inductiesoldeermaterialen
Inductiesoldeermetalen zijn er in verschillende vormen, maten en legeringen, afhankelijk van het beoogde gebruik. Lint, voorgevormde ringen, pasta, draad en voorgevormde sluitringen zijn slechts enkele van de vormen en legeringen die kunnen worden gevonden.

De beslissing om een bepaalde legering en/of vorm te gebruiken is grotendeels afhankelijk van de te verbinden moedermaterialen, de plaatsing tijdens de verwerking en de gebruiksomgeving waarvoor het eindproduct bedoeld is.
Veel bewerkingen worden nu uitgevoerd in een gecontroleerde atmosfeer met een deken van inert gas of een combinatie van inert en actief gas om de bewerking af te schermen en een stroom te elimineren. Deze methoden hebben zich bewezen bij een grote verscheidenheid aan materialen en onderdeelconfiguraties en vervangen de atmosferische oventechnologie of vullen deze aan met een just-in-time - enkelstuks flowproces.
Vrije ruimte beïnvloedt sterkte
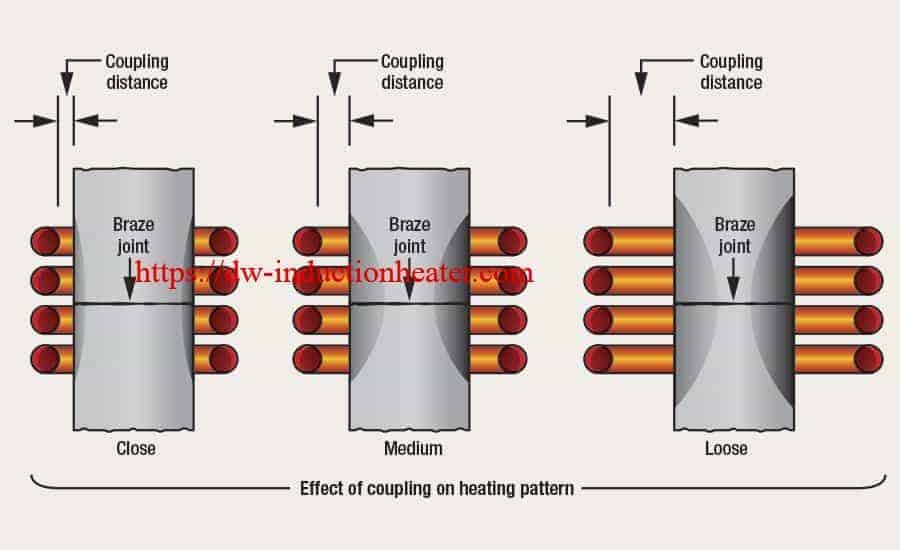
De speling tussen de te verbinden oppervlakken bepaalt de hoeveelheid hardsoldeer, capillaire werking / penetratie van de legering en vervolgens de sterkte van de afgewerkte verbinding. De beste aansluitvoorwaarden voor conventionele zilversoldeertoepassingen zijn 0,050 mm (0,002 inch) tot 0,127 mm (0,005 inch) totale speling. Aluminium is typisch 0,004 duim (0,102 mm) tot 0,006 duim (0,153 mm). Grotere spelingen tot 0,015 inch (0,380 mm) missen meestal voldoende capillaire werking voor een succesvolle soldering.
![]()
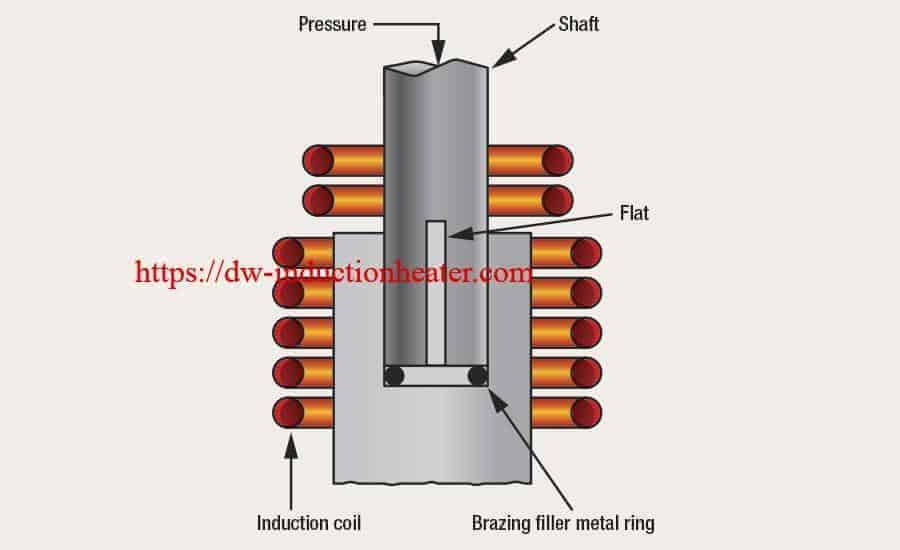
Voor hardsolderen met koper (boven 1650°F / 900°C) moet de verbindingstolerantie tot een absoluut minimum worden beperkt en in sommige gevallen moet de verbinding bij omgevingstemperatuur worden geperst om minimale verbindingstoleranties te garanderen bij de hardsoldeertemperatuur.
Inductieverwarming heeft om vele redenen bewezen een waardevol hulpmiddel te zijn in het verbindingsproces. Snelle kop en precieze warmteregeling biedt de mogelijkheid om componenten met een hoge sterkte plaatselijk te verhitten zonder de materiaaleigenschappen significant te veranderen. Het maakt ook het hardsolderen van moeilijke materialen zoals aluminium en opeenvolgend, multi-legering hardsolderen en solderen van dicht bij elkaar gelegen verbindingen mogelijk.
Inductieverwarming bij hardsoldeer- en soldeertoepassingen is gemakkelijk aan te passen aan productielijnmethoden, waardoor de apparatuur strategisch kan worden opgesteld in een assemblagelijn en indien nodig op afstand kan worden verwarmd. Vaak maakt inductiehardsolderen en -solderen het mogelijk om het aantal benodigde opspaninrichtingen te verminderen, waarbij de minimale opwarming van de opspaninrichtingen de levensduur verlengt en de nauwkeurigheid van de uitlijning van de te verbinden componenten handhaaft. Omdat operators de inductieverwarmingsbron niet hoeven te besturen, zijn beide handen vrij om assemblages voor te bereiden op het verbinden.
 HLQ apparatuur voor inductiesolderen levert kwaliteit, consistentie, configureerbare verwerkingscapaciteit en snel verwisselbare gereedschappen voor diverse productiebehoeften. De Radyne inductiesoldeer- en soldeerproductlijn biedt standaardoplossingen voor hardsolderen:
HLQ apparatuur voor inductiesolderen levert kwaliteit, consistentie, configureerbare verwerkingscapaciteit en snel verwisselbare gereedschappen voor diverse productiebehoeften. De Radyne inductiesoldeer- en soldeerproductlijn biedt standaardoplossingen voor hardsolderen:
Aluminium
Koper
Messing
Roestvrij staal
Hardmetaal
En meer...