
Inductieharding oppervlakteproces toepassingen
Wat is inductieharden?
Inductieharding is een vorm van warmtebehandeling waarbij een metalen onderdeel met voldoende koolstof wordt verhit in het inductieveld en vervolgens snel wordt afgekoeld. Dit verhoogt zowel de hardheid als de brosheid van het onderdeel. Met inductieverhitting kun je plaatselijk verhitten tot een vooraf bepaalde temperatuur en kun je het hardingsproces nauwkeurig regelen. Herhaalbaarheid van het proces is dus gegarandeerd. Gewoonlijk wordt inductieharden toegepast op metalen onderdelen die een grote oppervlakteslijtvastheid moeten hebben en tegelijkertijd hun mechanische eigenschappen moeten behouden. Nadat het inductiehardingsproces is voltooid, moet het metalen werkstuk worden afgeschrikt in water, olie of lucht om specifieke eigenschappen van de oppervlaktelaag te verkrijgen.

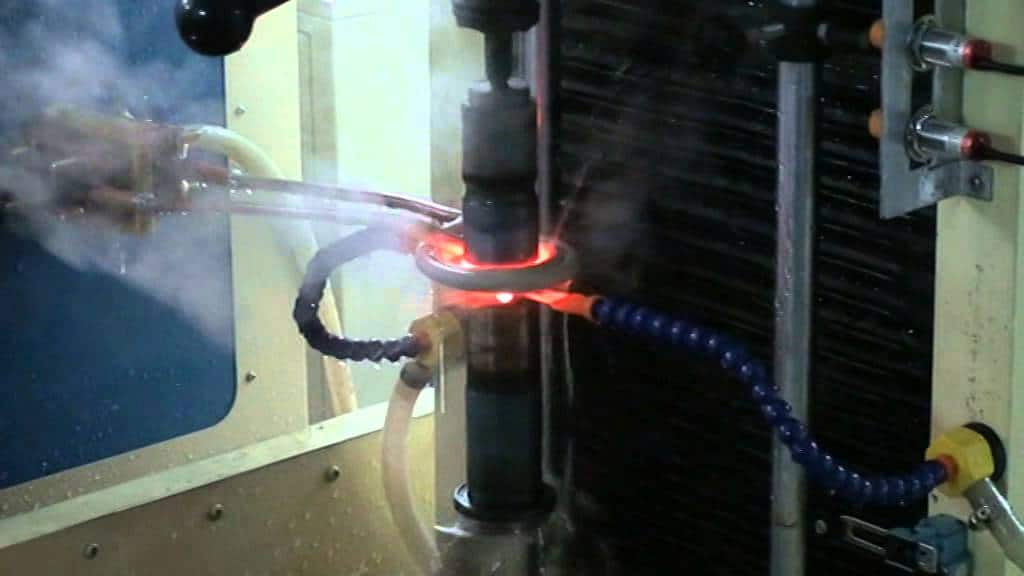
Inductieharding is een methode om het oppervlak van een metalen onderdeel snel en selectief te harden. Een koperen spoel met een aanzienlijke hoeveelheid wisselstroom wordt dicht bij het onderdeel geplaatst (zonder het aan te raken). Er wordt warmte gegenereerd op en nabij het oppervlak door wervelstroom en hysteresisverliezen. Quench, meestal op waterbasis met een toevoeging zoals een polymeer, wordt op het onderdeel gericht of het wordt ondergedompeld. Dit transformeert de structuur naar martensiet, dat veel harder is dan de eerdere structuur.
Een populair, modern type inductiehardingsapparatuur wordt een scanner genoemd. Het onderdeel wordt tussen centra gehouden, gedraaid en door een progressieve spoel geleid die zowel warmte als afschrikmiddel levert. De quench is onder de spoel gericht, zodat elk deel van het product direct na het verhitten snel wordt afgekoeld. Het vermogensniveau, de verblijftijd, de scansnelheid en andere procesvariabelen worden nauwkeurig geregeld door een computer.
Gevalhardingsproces dat wordt gebruikt om de slijtvastheid, oppervlaktehardheid en vermoeiingslevensduur te verhogen door een geharde oppervlaktelaag te creëren met behoud van een onaangetaste kernmicrostructuur.
Inductieharding wordt gebruikt om de mechanische eigenschappen van ijzerhoudende onderdelen in een specifiek gebied te verbeteren. Typische toepassingen zijn aandrijflijnen, ophanging, motoronderdelen en stempels. Inductieharden is uitstekend geschikt voor het herstellen van garantieclaims / defecten in het veld. De belangrijkste voordelen zijn verbeteringen in sterkte, vermoeidheid en slijtvastheid in een gelokaliseerd gebied zonder dat het onderdeel opnieuw ontworpen hoeft te worden.
Processen en industrieën die baat kunnen hebben bij inductieharden:
Warmtebehandeling
Ketting harden
Buizen en pijpen uitharden
Scheepsbouw
Ruimtevaart
Spoorweg
Automotive
Hernieuwbare energie

Voordelen van inductieharden:
Geliefd voor onderdelen die zwaar worden belast. Inductie zorgt voor een hoge oppervlaktehardheid met een diepe behuizing die extreem hoge belastingen aankan. De vermoeiingssterkte wordt verhoogd door de ontwikkeling van een zachte kern omgeven door een extreem taaie buitenlaag. Deze eigenschappen zijn wenselijk voor onderdelen die onderhevig zijn aan torsiebelasting en oppervlakken die onderhevig zijn aan stootkrachten. De inductiebewerking wordt één onderdeel per keer uitgevoerd, waardoor de dimensionale beweging van onderdeel tot onderdeel zeer voorspelbaar is.
Nauwkeurige regeling van temperatuur en uithardingsdiepte
Gecontroleerde en plaatselijke verwarming
Eenvoudig te integreren in productielijnen
Snel en herhaalbaar proces
Elk werkstuk kan worden gehard met nauwkeurig geoptimaliseerde parameters
Energiezuinig proces
Stalen en roestvrijstalen onderdelen die gehard kunnen worden met inductie:
Bevestigingsmiddelen, flenzen, tandwielen, lagers, buis, binnen- en buitenraces, krukassen, nokkenassen, jukken, aandrijfassen, uitgaande assen, spindels, torsiestaven, draaikransen, draad, kleppen, rotsboren, enz.

Verhoogde slijtvastheid
Er is een direct verband tussen hardheid en slijtvastheid. De slijtvastheid van een onderdeel neemt aanzienlijk toe bij inductieharden, ervan uitgaande dat de begintoestand van het materiaal ofwel gegloeid was, ofwel behandeld werd tot een zachtere toestand.
Verhoogde sterkte en vermoeiingslevensduur dankzij de zachte kern en resterende drukspanning aan het oppervlak
De drukspanning (meestal beschouwd als een positieve eigenschap) is het resultaat van het feit dat de verharde structuur nabij het oppervlak iets meer volume inneemt dan de kern en de voorafgaande structuur.
Onderdelen kunnen worden getemperd na Inductieharding om het hardheidsniveau naar wens aan te passen
Zoals bij elk proces dat een martensitische structuur produceert, zal ontlaten de hardheid verlagen terwijl de brosheid afneemt.
Diepe behuizing met stevige kern
De typische beiteldiepte is .030" - .120", wat gemiddeld dieper is dan processen zoals carboneren, carbonitreren en diverse vormen van nitreren bij subkritische temperaturen. Voor bepaalde projecten zoals assen of onderdelen die nog bruikbaar zijn zelfs nadat veel materiaal is weggesleten, kan de beiteldiepte oplopen tot ½ inch of meer.
Selectief uithardingsproces zonder maskeren
Gebieden die na het lassen of machinaal bewerken zijn behandeld, blijven zacht - er zijn maar weinig andere warmtebehandelingsprocessen die dit kunnen bereiken.
Relatief minimale vervorming
Voorbeeld: een as van 1" Ø x 40" lang, met twee gelijkmatig verdeelde scharnierpunten van elk 2" lang die een belasting moeten opvangen en slijtvast moeten zijn. Alleen deze oppervlakken, in totaal 4" lang, worden inductief gehard. Met een conventionele methode (of als we de hele lengte inductief zouden harden) zou er aanzienlijk meer kromtrekking optreden.
Maakt het gebruik van goedkope staalsoorten zoals 1045 mogelijk
Het meest populaire staal voor onderdelen die inductiegehard moeten worden is 1045. Het is goed bewerkbaar, goedkoop en dankzij een koolstofgehalte van 0,45% nominaal kan het inductiegehard worden tot 58 HRC+. Het heeft ook een relatief laag risico op scheuren tijdens de behandeling. Andere populaire materialen voor dit proces zijn 1141/1144, 4140, 4340, ETD150 en diverse gietijzers.

Beperkingen van inductieharden
Vereist een inductiespoel en gereedschappen die betrekking hebben op de geometrie van het werkstuk
Aangezien de koppelafstand tussen het onderdeel en de spoel van cruciaal belang is voor de verwarmingsefficiëntie, moeten de afmetingen en contouren van de spoel zorgvuldig gekozen worden. Hoewel de meeste behandelaars een arsenaal aan basisspoelen hebben om ronde vormen zoals assen, pennen, rollen enz. te verhitten, vereisen sommige projecten een op maat gemaakte spoel, die soms duizenden euro's kan kosten. Bij projecten met een gemiddeld tot hoog volume kan het voordeel van lagere behandelingskosten per onderdeel de kosten van de spoel gemakkelijk compenseren. In andere gevallen kunnen de technische voordelen van het proces opwegen tegen de kosten. Voor projecten met een laag volume maken de kosten van de spoel en het gereedschap het proces meestal onpraktisch als er een nieuwe spoel moet worden gebouwd. Het onderdeel moet ook op de een of andere manier ondersteund worden tijdens de behandeling. Lopen tussen centers is een populaire methode voor asvormige onderdelen, maar in veel andere gevallen moet er op maat gemaakt gereedschap worden gebruikt.
Grotere kans op scheuren in vergelijking met de meeste warmtebehandelingsprocessen
Dit komt door de snelle verhitting en afschrikken, maar ook door de neiging om hotspots te creëren bij elementen/randen zoals: spiebanen, groeven, kruisgaten, schroefdraad.
Vervorming bij inductieharden
De vervormingsniveaus zijn over het algemeen groter dan bij processen zoals ion- of gasnitreren, vanwege de snelle warmte/afkoeling en de resulterende martensitische transformatie. Dat gezegd hebbende, kan inductieharden minder vervorming opleveren dan conventionele warmtebehandeling, vooral als het alleen wordt toegepast op een geselecteerd gebied.
Materiaalbeperkingen bij inductieharden
Sinds de inductiehardingsproces normaal gesproken geen diffusie van koolstof of andere elementen met zich meebrengt, moet het materiaal voldoende koolstof bevatten samen met andere elementen om hardbaarheid te bieden die martensitische transformatie ondersteunt tot het gewenste hardheidsniveau. Dit betekent meestal koolstof in het 0,40%+ bereik, wat een hardheid van 56 - 65 HRC oplevert. Materialen met een lager koolstofgehalte zoals 8620 kunnen worden gebruikt met als gevolg een lagere haalbare hardheid (40-45 HRC in dit geval). Staalsoorten zoals 1008, 1010, 12L14, 1117 worden meestal niet gebruikt vanwege de beperkte toename in hardheid die haalbaar is.
Details inductiehardingsproces
Inductieharding is een proces dat wordt gebruikt voor het oppervlakteharden van stalen en andere gelegeerde onderdelen. De te warmtebehandelen onderdelen worden in een koperen spoel geplaatst en vervolgens verwarmd tot boven hun transformatietemperatuur door een wisselstroom op de spoel aan te sluiten. De wisselstroom in de spoel induceert een wisselend magnetisch veld in het werkstuk waardoor het buitenoppervlak van het onderdeel wordt verhit tot een temperatuur boven het transformatiebereik.
De onderdelen worden verhit door middel van een wisselend magnetisch veld tot een temperatuur binnen of boven het transformatiebereik, gevolgd door onmiddellijke afschakeling. Het is een elektromagnetisch proces waarbij gebruik wordt gemaakt van een koperen spoel die wordt gevoed met een stroom met een specifieke frequentie en een specifiek vermogen.
