
Doel
Hoogfrequent inductiesolderen van messing pijp aan messing onderdeel en een messing punt in minder dan een minuut met inductie.

Uitrusting
DW-UHF-6KW-III handheld inductiesoldeermachine

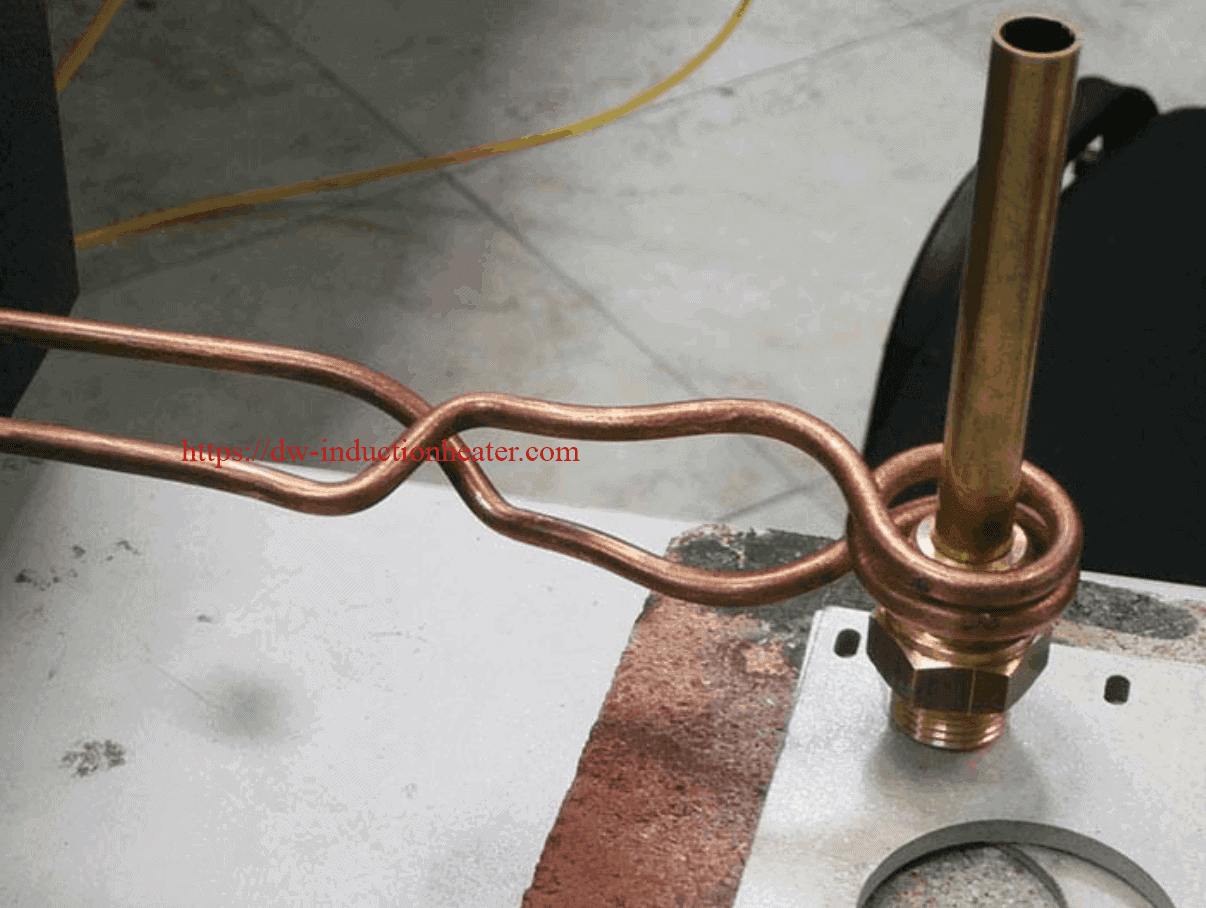
2 windingen spoel
Materialen
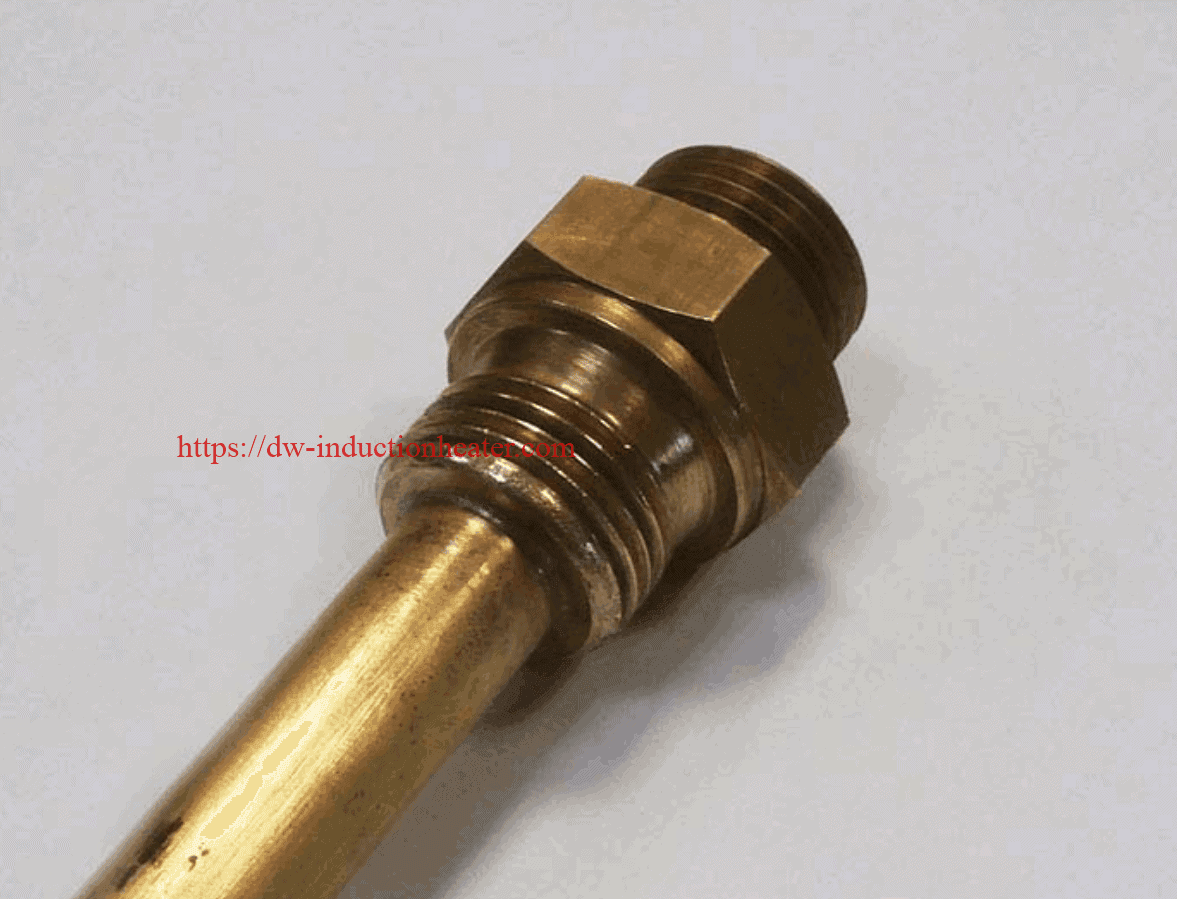
- Breed messing deel
- Messing pijp
- Soldeerlegering op zilverbasis, geleverd door klant
Test 1 - Pijp naar breed deel:
Belangrijkste parameters
Vermogen: 4,4 kW
Temperatuur: Ongeveer 1400° F (760° C)
Tijd: 38 sec

Test 2 - Pijp tot punt:
Belangrijkste parameters
Vermogen: 4,4 kW
Temperatuur: Ongeveer 1400° F (760° C)
Tijd: 17 sec
Proces:
Test 1
- Het brede deel en de messing pijp worden samengevoegd en er wordt een ring van hardsoldeer tussen geplaatst.
- De assemblage wordt in de inductieverwarmingsspoel geplaatst en inductiewarmte wordt toegepast.
- De verbinding is klaar in 38 seconden.

Test 2
- De punt en de buis worden samengevoegd en er wordt een hardsoldeerring tussen geplaatst.
- De assemblage wordt in de spoel geplaatst en er wordt inductiewarmte toegepast.
- De verbinding is klaar in 17 seconden.
Resultaten/Voordelen:
Inductieverwarming voorziet:
- Sterke duurzame verbindingen
- Selectieve en nauwkeurige warmtezone, wat resulteert in minder vervorming van het onderdeel en minder spanning op de verbinding dan lassen
- Minder oxidatie
- Snellere verwarmingscycli
- Consistentere resultaten en geschiktheid voor productie van grote volumes, zonder de noodzaak van batchverwerking
- Veiliger proces dan hardsolderen met vlam

