
Oplossingen voor hoogfrequent inductielassen van buizen en pijpen
Wat is inductielassen?
 Bij inductielassen wordt de warmte elektromagnetisch opgewekt in het werkstuk. De snelheid en nauwkeurigheid van inductielassen maakt het ideaal voor het lassen van randen van buizen en pijpen. Bij dit proces passeren buizen op hoge snelheid een inductiespoel. Daarbij worden de randen verhit en vervolgens samengeperst om een langsnaad te vormen. Inductielassen is bijzonder geschikt voor massaproductie. Inductielasapparaten kunnen ook worden uitgerust met contactkoppen, waardoor ze lasapparaten voor twee doeleinden worden.
Bij inductielassen wordt de warmte elektromagnetisch opgewekt in het werkstuk. De snelheid en nauwkeurigheid van inductielassen maakt het ideaal voor het lassen van randen van buizen en pijpen. Bij dit proces passeren buizen op hoge snelheid een inductiespoel. Daarbij worden de randen verhit en vervolgens samengeperst om een langsnaad te vormen. Inductielassen is bijzonder geschikt voor massaproductie. Inductielasapparaten kunnen ook worden uitgerust met contactkoppen, waardoor ze lasapparaten voor twee doeleinden worden.
Wat zijn de voordelen van inductielassen?
 Geautomatiseerd inductielassen in de lengterichting is een betrouwbaar proces met een hoge doorvoer. Het lage stroomverbruik en de hoge efficiëntie van HLQ inductielassystemen kosten verlagen. De regelbaarheid en herhaalbaarheid minimaliseren uitval. Onze systemen zijn ook flexibel: automatische aanpassing van de belasting zorgt voor volledig uitgangsvermogen over een groot aantal buismaten. En door hun kleine voetafdruk zijn ze eenvoudig te integreren in productielijnen.
Geautomatiseerd inductielassen in de lengterichting is een betrouwbaar proces met een hoge doorvoer. Het lage stroomverbruik en de hoge efficiëntie van HLQ inductielassystemen kosten verlagen. De regelbaarheid en herhaalbaarheid minimaliseren uitval. Onze systemen zijn ook flexibel: automatische aanpassing van de belasting zorgt voor volledig uitgangsvermogen over een groot aantal buismaten. En door hun kleine voetafdruk zijn ze eenvoudig te integreren in productielijnen.
Waar wordt inductielassen gebruikt?
Inductielassen wordt in de buis- en pijplijnindustrie gebruikt voor het longitudinaal lassen van roestvast staal (magnetisch en niet-magnetisch), aluminium, koolstofarme en hoogsterkte laaggelegeerde (HSLA) staalsoorten en vele andere geleidende materialen.
 Hoogfrequent inductielassen
Hoogfrequent inductielassen
Bij het hoogfrequent inductiebuizenlasproces wordt hoogfrequente stroom geïnduceerd in de open naadbuis door een inductiespoel die zich vóór (stroomopwaarts van) het laspunt bevindt, zoals in Afb. 1-1 wordt getoond. De randen van de buis worden uit elkaar geplaatst wanneer ze door de spoel gaan en vormen een open vaan waarvan de top iets voor het laspunt ligt. De spoel maakt geen contact met de buis.
Fig 1-1
De spoel werkt als de primaire van een hoogfrequentietransformator en de open naadbuis werkt als een secundaire met één draai. Net als bij algemene inductieverwarmingstoepassingen heeft de geïnduceerde stroombaan in het werkstuk de neiging zich aan te passen aan de vorm van de inductiespoel. Het grootste deel van de geïnduceerde stroom voltooit zijn pad rond de gevormde strip door langs de randen te stromen en zich rond de top van de veenvormige opening in de strip te verdringen.
De hoogfrequente stroomdichtheid is het hoogst in de randen bij de apex en bij de apex zelf. Er vindt een snelle verwarming plaats, waardoor de randen op lastemperatuur zijn wanneer ze bij de apex aankomen. Drukrollen dwingen de verwarmde randen naar elkaar toe, waardoor de lasnaad compleet is.
Het is de hoge frequentie van de lasstroom die verantwoordelijk is voor de geconcentreerde verhitting langs de venkanten. Het heeft nog een voordeel, namelijk dat slechts een zeer klein deel van de totale stroom zijn weg vindt rond de achterkant van de gevormde strip. Tenzij de diameter van de buis erg klein is vergeleken met de veelengte, geeft de stroom de voorkeur aan het nuttige pad langs de randen van de buis die de vezel vormt.
Huideffect
Het HF lasproces is afhankelijk van twee verschijnselen die samenhangen met HF stroom - Skin Effect en Nabijheidseffect.
Skin effect is de neiging van HF-stroom om zich te concentreren aan het oppervlak van een geleider.
Dit wordt geïllustreerd in Fig. 1-3, waarin HF-stroom in geïsoleerde geleiders van verschillende vormen wordt getoond. Praktisch de hele stroom vloeit in een ondiepe huid vlakbij het oppervlak.
Nabijheidseffect
Het tweede elektrische fenomeen dat belangrijk is in het HF lasproces is het nabijheidseffect. Dit is de neiging van de HF-stroom in een paar geleiders om zich te concentreren in de delen van de geleideroppervlakken die het dichtst bij elkaar liggen. Dit wordt geïllustreerd in Fig. 1-4 tot en met 1-6 voor ronde en vierkante geleider doorsneden en afstanden.
De fysica achter het nabijheidseffect hangt af van het feit dat het magnetische veld rond de go/retour geleiders meer geconcentreerd is in de nauwe ruimte ertussen dan elders (Fig. 1-2). De magnetische krachtlijnen hebben minder ruimte en worden dichter bij elkaar geperst. Hieruit volgt dat het nabijheidseffect sterker is wanneer de geleiders dichter bij elkaar liggen. Het is ook sterker wanneer de zijden tegenover elkaar breder zijn.
Fig. 1-2
Fig. 1-3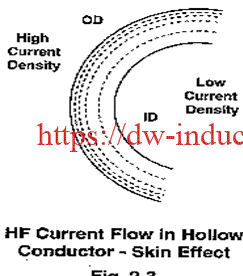
Fig. 1-6 illustreert het effect van het kantelen van twee dicht bij elkaar geplaatste rechthoekige ga/retour geleiders ten opzichte van elkaar. De HF-stroomconcentratie is het grootst in de hoeken die het dichtst bij elkaar liggen en wordt geleidelijk minder langs de divergerende vlakken.
 Fig. 1-4
Fig. 1-4
 Fig. 1-5
Fig. 1-5
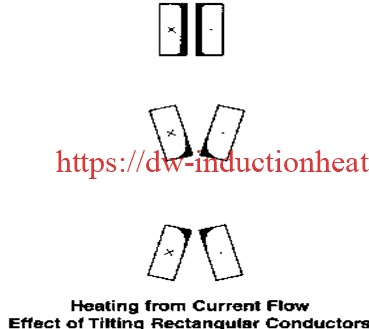 Fig. 1-6
Fig. 1-6
Elektrische en mechanische onderlinge relaties
Er zijn twee algemene gebieden die moeten worden geoptimaliseerd om de beste elektrische omstandigheden te krijgen:
- De eerste is om er alles aan te doen om zoveel mogelijk van de totale HF-stroom in het nuttige pad in het vee te laten stromen.
- De tweede is om er alles aan te doen om de randen in de vee parallel te maken, zodat de verwarming van binnen naar buiten gelijkmatig is.
Doelstelling (1) is duidelijk afhankelijk van elektrische factoren zoals het ontwerp en de plaatsing van de lascontacten of -spoel en van een in de buis gemonteerde stroombelemmerende voorziening. Het ontwerp wordt beïnvloed door de beschikbare ruimte op de wals en de opstelling en grootte van de lasrollen. Als er een doorn moet worden gebruikt voor verticuteren of walsen aan de binnenkant, heeft dat invloed op de stroombelemmerende voorziening. Bovendien is doelstelling (1) afhankelijk van de afmetingen van het profiel en de openingshoek. Dus ook al is (1) in principe elektrisch, het hangt nauw samen met de mechanica van de walserij.
Doelstelling (2) hangt volledig af van mechanische factoren, zoals de vorm van de open buis en de randtoestand van de band. Deze kunnen worden beïnvloed door wat er gebeurt in de breekgangen van de wals en zelfs op de snijmachine.
HF-lassen is een elektromechanisch proces: De generator levert warmte aan de randen, maar de knijprollen maken de las. Als de randen de juiste temperatuur bereiken en je toch defecte lassen hebt, is de kans groot dat het probleem in de opstelling van de wals zit of in het materiaal.
Specifieke mechanische factoren
Uiteindelijk is wat er in het vee gebeurt allesbepalend. Alles wat daar gebeurt, kan een effect hebben (goed of slecht) op de laskwaliteit en -snelheid. Enkele factoren waarmee rekening moet worden gehouden in het vee zijn:
- De vezellengte
- De mate van opening (veehoek)
- Hoe ver voor de middellijn van de lasrol de randen van de strip elkaar beginnen te raken
- Vorm en toestand van strookranden in vee
- Hoe de randen van de strook elkaar raken - gelijktijdig over hun dikte - of eerst aan de buitenkant - of de binnenkant - of door een braam of splinter
- De vorm van de gevormde strook in de vee
- De constantheid van alle V-afmetingen, inclusief lengte, openingshoek, hoogte van de randen, dikte van de randen
- De positie van de lascontacten of spoel
- De registratie van de randen van de stroken ten opzichte van elkaar wanneer ze samenkomen
- Hoeveel materiaal wordt eruit geperst (strookbreedte)
- Hoeveel groter de buis of pijp moet zijn voor de maatvoering
- Hoeveel water of koelvloeistof stroomt er in het vee en de inblaassnelheid?
- Reinheid van koelvloeistof
- Netheid van strook
- Aanwezigheid van vreemd materiaal, zoals aanslag, spaanders, splinters, insluitsels
- Of stalen skelp van omrand of gedood staal is
- Of het nu gaat om het inlassen van een rand van omrand staal of van een skelp met meerdere spleten
- Kwaliteit van skelp - van gelamineerd staal - of staal met overmatige stringers en insluitingen ("vuil" staal)
- Hardheid en fysische eigenschappen van stripmateriaal (die van invloed zijn op de mate van terugvering en de benodigde aandrukkracht)
- Gelijkmatige molensnelheid
- Snijkwaliteit
Het is duidelijk dat veel van wat er in het vee gebeurt een gevolg is van wat er al gebeurd is - in de walserij zelf of zelfs voordat de strip of skelp de walserij binnenkomt.
 Fig. 1-7
Fig. 1-7
 Fig. 1-8
Fig. 1-8
De hoogfrequente Vee
Het doel van dit hoofdstuk is om de ideale omstandigheden in het vee te beschrijven. Er is aangetoond dat evenwijdige randen zorgen voor een gelijkmatige verwarming tussen binnen en buiten. Aanvullende redenen om de randen zo parallel mogelijk te houden worden in dit hoofdstuk gegeven. Andere kenmerken van het vee, zoals de locatie van de apex, de openingshoek en de stabiliteit tijdens het draaien worden besproken.
In latere paragrafen worden specifieke aanbevelingen gedaan op basis van praktijkervaring voor het bereiken van gewenste veeteeltomstandigheden.
Apex zo dicht mogelijk bij het laspunt
Fig. 2-1 laat zien dat het punt waar de randen elkaar raken (d.w.z. de apex) iets voor de hartlijn van de drukrol ligt. Dit komt doordat er een kleine hoeveelheid materiaal wordt uitgeperst tijdens het lassen. De apex voltooit het elektrische circuit en de HF-stroom van de ene rand draait om en gaat terug langs de andere rand.
In de ruimte tussen de apex en de drukrol middellijn vindt geen verdere verwarming plaats omdat er geen stroom vloeit en de warmte verdwijnt snel door de hoge temperatuurgradiënt tussen de hete randen en de rest van de buis. Daarom is het belangrijk dat de apex zo dicht mogelijk bij de middellijn van de laswals ligt, zodat de temperatuur hoog genoeg blijft om een goede las te maken wanneer de druk wordt uitgeoefend.
Deze snelle warmteafvoer is verantwoordelijk voor het feit dat wanneer het HF-vermogen wordt verdubbeld, de haalbare snelheid meer dan verdubbelt. Door de hogere snelheid als gevolg van het hogere vermogen is er minder tijd om warmte af te voeren. Een groter deel van de warmte die elektrisch in de randen wordt ontwikkeld, wordt nuttig en het rendement neemt toe.
Mate van V-opening
Door de apex zo dicht mogelijk bij de middellijn van de lasdruk te houden, moet de opening in het vaam zo breed mogelijk zijn, maar er zijn praktische grenzen. De eerste is het fysieke vermogen van de molen om de randen open te houden zonder rimpels of beschadigingen aan de randen. De tweede is de vermindering van het nabijheidseffect tussen de twee randen als ze verder uit elkaar liggen. Een te kleine voege-opening kan echter voortijdige insnijding en voortijdig sluiten van de voege bevorderen, wat lasdefecten kan veroorzaken.
Gebaseerd op praktijkervaring is de vouwopening over het algemeen bevredigend als de ruimte tussen de randen op een punt 2,0″ stroomopwaarts van de middellijn van de laswals tussen 0,080″(2 mm) en .200″(5 mm) ligt, wat een hoek tussen 2° en 5° oplevert voor koolstofstaal. Een grotere hoek is wenselijk voor roestvast staal en non-ferrometalen.
Aanbevolen V-opening
 Afb. 2-1
Afb. 2-1
 Fig. 2-2
Fig. 2-2
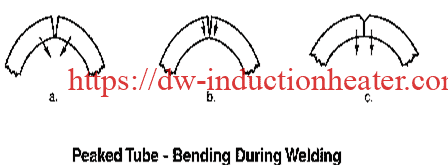 Fig. 2-3
Fig. 2-3
Parallelle randen vermijden dubbele V-vorm
Fig. 2-2 illustreert dat als de binnenranden eerst samenkomen, er twee vees zijn - één aan de buitenkant met de top bij A - de andere aan de binnenkant met de top bij B. De buitenste ve is langer en de top ligt dichter bij de drukrolmiddellijn.
In Fig. 2-2 geeft de HF-stroom de voorkeur aan de binnenste vee omdat de randen dichter bij elkaar liggen. Tussen B en het laspunt is er geen verwarming en koelen de randen snel af. Daarom moet de buis oververhit worden door het vermogen te verhogen of de snelheid te verlagen om de temperatuur bij het laspunt te verhogen. Daarom moet de buis worden oververhit door het vermogen te verhogen of de snelheid te verlagen om de temperatuur op het laspunt hoog genoeg te krijgen voor een bevredigende las. Dit wordt nog verergerd doordat de randen aan de binnenkant heter zijn verwarmd dan aan de buitenkant.
In extreme gevallen kan de dubbele vene aan de binnenkant druipen en aan de buitenkant een koude las veroorzaken. Dit zou allemaal vermeden kunnen worden als de randen evenwijdig waren.
Parallelle randen verminderen insluitingen
Een van de belangrijke voordelen van HF-lassen is het feit dat er een dunne huid wordt gesmolten op het oppervlak van de randen. Hierdoor kunnen oxiden en ander ongewenst materiaal eruit worden geperst, wat een schone las van hoge kwaliteit oplevert. Met parallelle randen worden de oxiden er in beide richtingen uitgeperst. Er zit niets in de weg en ze hoeven niet verder te gaan dan de helft van de wanddikte.
Als de binnenkanten eerst samenkomen, is het moeilijker om de oxiden eruit te persen. In Afb. 2-2 is er een trog tussen top A en top B die werkt als een smeltkroes voor vreemd materiaal. Dit materiaal drijft op het gesmolten staal in de buurt van de hete binnenranden. Gedurende de tijd dat het wordt uitgeperst na het passeren van apex A, kan het niet volledig voorbij de koelere buitenkanten komen en kan het vast komen te zitten in de lasinterface, waardoor ongewenste insluitsels worden gevormd.
Er zijn veel gevallen geweest waarbij lasdefecten, als gevolg van insluitsels aan de buitenkant, te wijten waren aan het te vroeg samenkomen van de binnenranden (d.w.z. gepiekte buis). Het antwoord is eenvoudigweg het vervormen te veranderen zodat de randen parallel zijn. Als je dat niet doet, kan dat afbreuk doen aan het gebruik van een van de belangrijkste voordelen van HF-lassen.
Parallelle randen verminderen relatieve beweging
Fig. 2-3 toont een serie dwarsdoorsneden die tussen B en A in Fig. 2-2 genomen hadden kunnen worden. Wanneer de binnenranden van een gepiekte buis elkaar voor het eerst raken, plakken ze aan elkaar (fig. 2-3a). Even later (fig. 2-3b) buigt het deel dat vastzit. De buitenhoeken komen samen alsof de randen aan de binnenkant scharnieren (fig. 2-3c).
Dit buigen van het binnenste deel van de wand tijdens het lassen is minder schadelijk bij het lassen van staal dan bij het lassen van materialen zoals aluminium. Staal heeft een breder plastisch temperatuurbereik. Het voorkomen van dit soort relatieve beweging verbetert de laskwaliteit. Dit wordt gedaan door de randen parallel te houden.
Parallelle randen verkorten de lastijd
Opnieuw verwijzend naar Fig. 2-3, vindt het lasproces plaats van B tot aan de middellijn van de lasrol. Op deze middellijn wordt uiteindelijk de maximale druk uitgeoefend en is de las voltooid.
Wanneer de randen daarentegen parallel aan elkaar komen, beginnen ze elkaar pas te raken als ze ten minste Punt A bereiken. Parallelle randen kunnen de lastijd verkorten met wel 2,5 tot 1 of meer.
Door de randen parallel aan elkaar te brengen, maken we gebruik van wat smeden altijd al hebben geweten: Sla toe terwijl het ijzer heet is!
De Vee als elektrische belasting op de generator
In het HF-proces, wanneer impeders en naadgeleiders worden gebruikt zoals aanbevolen, bestaat het nuttige pad langs de veekanten uit het totale belastingscircuit dat op de hoogfrequentiegenerator wordt geplaatst. De stroom die door het vee van de generator wordt getrokken, is afhankelijk van de elektrische impedantie van het vee. Deze impedantie is op zijn beurt afhankelijk van de afmetingen van het vee. Als het vaan langer wordt (contacten of spoel naar achteren verplaatst), neemt de impedantie toe en wordt de stroom meestal lager. Bovendien moet de verminderde stroom nu meer metaal verhitten (vanwege de langere vee), waardoor er meer vermogen nodig is om het lasgebied weer op lastemperatuur te brengen. Naarmate de wanddikte toeneemt, neemt de impedantie af en de stroomsterkte toe. Het is noodzakelijk dat de impedantie van de lamel redelijk dicht bij de ontwerpwaarde ligt om het volle vermogen uit de hoogfrequente generator te kunnen halen. Net als de gloeidraad in een gloeilamp hangt het opgenomen vermogen af van de weerstand en de toegepaste spanning, niet van de grootte van het opwekkingsstation.
Om elektrische redenen, vooral wanneer een volledig HF-generatorvermogen gewenst is, is het daarom noodzakelijk dat de afmetingen van het profiel overeenkomen met de aanbevolen afmetingen.
Gereedschap vormen
Vervormen beïnvloedt de laskwaliteit
Zoals al eerder is uitgelegd, hangt het succes van HF-lassen af van het feit of het bekistingsgedeelte gelijkmatige, splintervrije en evenwijdige randen aan de vaan levert. We doen geen poging om gedetailleerde gereedschappen aan te bevelen voor elk merk en maat molen, maar we geven wel enkele ideeën over algemene principes. Als je de redenen begrijpt, is de rest een eenvoudige klus voor walsontwerpers. Correct vormgereedschap verbetert de laskwaliteit en maakt het werk van de operator gemakkelijker.
Aanbevolen randverbreding
We raden een rechte of gemodificeerde kantafbreking aan. Hierdoor krijgt de bovenkant van de buis zijn uiteindelijke radius in de eerste één of twee gangen. Soms wordt dunwandige buis over-gevormd om terugvering toe te laten. Vertrouw bij voorkeur niet op de vinpassen om deze radius te vormen. Ze kunnen niet overvormen zonder de randen zodanig te beschadigen dat ze niet parallel uitkomen. De reden voor deze aanbeveling is dat de randen parallel zullen zijn voordat ze bij de laswalsen komen - d.w.z. in de V-vorm. Dit verschilt van de gebruikelijke ERW-praktijk, waar grote ronde elektroden moeten fungeren als contactapparaten met hoge stroomsterkte en tegelijkertijd als rollen om de randen naar beneden te vormen.
Randbreuk versus middenbreuk
Voorstanders van centerbreken zeggen dat centerbreakwalsen een reeks afmetingen aankunnen, waardoor de voorraad gereedschap vermindert en de stilstandtijd voor het wisselen van walsen afneemt. Dit is een geldig economisch argument voor grote walserijen waar de walsen groot en duur zijn. Dit voordeel wordt echter gedeeltelijk tenietgedaan doordat ze vaak zijwalsen of een reeks vlakke walsen nodig hebben na de laatste lamellengang om de randen laag te houden. Tot minstens 6 of 8″ OD is het breken van de randen voordeliger.
Dit is waar ondanks het feit dat het wenselijk is om voor dikke wanden andere bovenwalsrollen te gebruiken dan voor dunne wanden. Fig. 3-1a illustreert dat een bovenwals die ontworpen is voor dunne wanden niet genoeg ruimte aan de zijkanten biedt voor de dikkere wanden. Als je dit probeert te omzeilen door een bovenwals te gebruiken die smal genoeg is voor de dikste strook over een breed bereik van diktes, kom je in de problemen aan het dunne uiteinde van het bereik, zoals in Fig. 3-1b wordt gesuggereerd. De zijkanten van de strook zullen niet ingesloten zijn en het breken van de randen zal niet volledig zijn. Dit zorgt ervoor dat de naad van links naar rechts rolt in de lasrollen - zeer ongewenst voor goed laswerk.
Een andere methode die soms gebruikt wordt, maar die we niet aanraden voor kleine molens, is het gebruik van een opgebouwde onderwals met afstandhouders in het midden. Een dunnere afstandshouder in het midden en een dikkere afstandshouder achteraan worden gebruikt bij dunne wanden. Het rolontwerp voor deze methode is in het beste geval een compromis. Fig. 3-1c laat zien wat er gebeurt als de bovenwals ontworpen is voor dikke wand en de onderwals versmald wordt door afstandshouders te vervangen om dunwandig te kunnen walsen. De strook zit vast bij de randen maar is los in het midden. Dit veroorzaakt instabiliteit langs de wals, inclusief de lasnaad.
Een ander argument is dat het breken van randen knikken kan veroorzaken. Dit is niet het geval als de overgangssectie correct bewerkt en afgesteld is en de vervorming goed verdeeld is langs de frees.
Recente ontwikkelingen in computergestuurde kooivormtechnologie zorgen voor vlakke, parallelle randen en snelle omsteltijden.
Onze ervaring is dat de extra inspanning om de randen op de juiste manier te breken zich terugbetaalt in een betrouwbare, consistente, eenvoudig te bedienen productie van hoge kwaliteit.
Compatibel met vinnen
De progressie in de vinnen moet vloeiend uitmonden in de laatste vinnenpasvorm die eerder werd aanbevolen. Elke vinbeweging moet ongeveer evenveel werk verzetten. Dit voorkomt beschadiging van de randen bij een overwerkte vinnenpas.
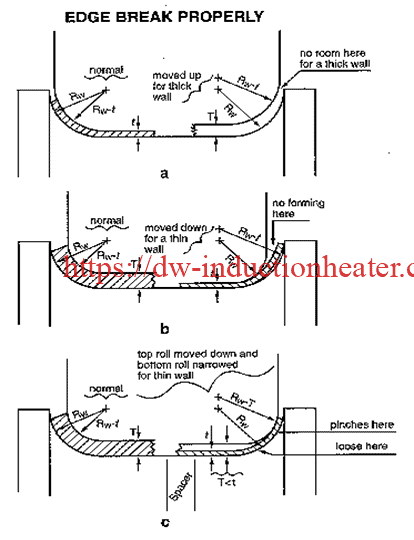 Fig. 3-1
Fig. 3-1
Lasrollen
Lasrollen en laatste vinrollen gecorreleerd
Om parallelle randen in het vector te krijgen, moet het ontwerp van de laatste vinnentrekwalsen en van de laswalsen gecorreleerd worden. De naadgeleider en eventuele zijwalsen die in dit gebied worden gebruikt, dienen alleen als geleiding. Dit hoofdstuk beschrijft enkele laswalsontwerpen die uitstekende resultaten hebben opgeleverd in vele installaties en beschrijft een laatste vinpass ontwerp dat bij deze laswalsontwerpen past.
De enige functie van de lasrollen bij HF-lassen is om de verwarmde randen met voldoende druk samen te drukken om een goede las te maken. Het ontwerp van de vinrol moet de skelp volledig gevormd afleveren (inclusief radius bij de randen), maar open aan de bovenkant voor de lasrollen. De opening wordt verkregen alsof een volledig gesloten buis was gemaakt van twee helften die aan de onderkant zijn verbonden door een pianoscharnier en aan de bovenkant eenvoudig uit elkaar zijn gedraaid (Fig. 4-1). Dit vinrolontwerp bereikt dit zonder ongewenste holte aan de onderkant.
Regeling met twee rollen
De lasrollen moeten in staat zijn om de buis te sluiten met voldoende druk om de randen te verstoren, zelfs als het lasapparaat is uitgeschakeld en de randen koud zijn. Dit vereist grote horizontale krachtcomponenten zoals voorgesteld door de pijlen in Fig. 4-1. Een eenvoudige, rechttoe rechtaan manier om deze krachten te verkrijgen is het gebruik van twee zijwalsen zoals voorgesteld in Fig. 4-2.
Een kast met twee rollen is relatief goedkoop om te bouwen. Er is maar één schroef die je tijdens het draaien hoeft bij te stellen. Deze heeft rechts en links schroefdraad en beweegt de twee rollen samen in en uit. Deze opstelling wordt veel gebruikt voor kleine diameters en dunne wanden. De constructie met twee rollen heeft het belangrijke voordeel dat de vlakke, ovale keelvorm van de lasrol kan worden gebruikt, die door THERMATOOL is ontwikkeld om ervoor te zorgen dat de buisranden parallel zijn.
Onder sommige omstandigheden kan de opstelling met twee rollen wervelingen op de buis veroorzaken. Een veel voorkomende reden hiervoor is onjuist vervormen, waardoor de walsranden een hogere druk uitoefenen dan normaal. Wervelsporen kunnen ook voorkomen bij materialen met een hoge sterkte, die een hoge lasdruk vereisen. Regelmatig reinigen van de walsranden met een flapper wheel of slijpmachine helpt om de markeringen te minimaliseren.
Door de rollen te slijpen terwijl ze in beweging zijn, wordt de kans op overslijpen of insnijden van de rol geminimaliseerd, maar hierbij is uiterste voorzichtigheid geboden. Zorg dat er altijd iemand bij de noodstop staat.
 Fig. 4-1
Fig. 4-1
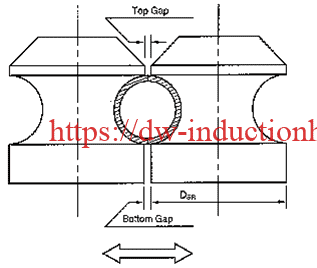 Fig. 4-2
Fig. 4-2
Regeling met drie rollen
Veel walsoperators geven de voorkeur aan de opstelling met drie walsen uit Fig. 4-3 voor kleine buizen (tot ongeveer 4-1/2″O.D.). Het grote voordeel ten opzichte van de opstelling met twee rollen is dat wervelsporen zo goed als uitgesloten zijn. Het biedt ook de mogelijkheid om de randregistratie te corrigeren indien nodig.
De drie rollen, met een onderlinge afstand van 120 graden, zijn gemonteerd in klauwplaten op een zware drieklauwschroefhouder. Ze kunnen samen in en uit elkaar worden versteld met de klauwplaatschroef. De klauwplaat is gemonteerd op een stevige, verstelbare achterplaat. De eerste afstelling gebeurt met de drie rollen strak gesloten op een bewerkte plug. De achterplaat wordt verticaal en lateraal versteld om de onderste rol precies in lijn te brengen met de doorloophoogte en de middellijn van de molen. Daarna wordt de achterplaat stevig vergrendeld en hoeft hij niet meer te worden afgesteld tot de volgende rolwissel.
De gaffels die de twee bovenste rollen vasthouden, zijn gemonteerd in radiale geleiders met stelschroeven. Elk van deze twee rollen kan afzonderlijk worden afgesteld. Dit komt bovenop de gebruikelijke afstelling van de drie rollen samen door de klauwplaat.
Twee rollen - Rolontwerp
Voor buizen met een OD kleiner dan ongeveer 1,0 en een doos met twee rollen wordt de aanbevolen vorm getoond in Fig. 4-4. Dit is de optimale vorm. Dit is de optimale vorm. Het geeft de beste laskwaliteit en de hoogste lassnelheid. Boven ongeveer 1,0 OD wordt de .020 offset onbelangrijk en kan weggelaten worden, waarbij elke rol vanuit een gemeenschappelijk middelpunt geslepen wordt.
Drie rollen - Rolontwerp
Driewalssmooropeningen zijn meestal rond geslepen, met een diameter DW die gelijk is aan de buisdiameter D plus de maattoeslag a
RW = DW/2
Gebruik Fig. 4-5 als richtlijn voor het kiezen van de roldiameter, net als bij de doos met twee rollen. De bovenste tussenruimte moet .050 zijn of gelijk aan de dunste wand die moet worden uitgevoerd, afhankelijk van wat het grootst is. De andere twee spleten mogen maximaal .060 zijn, geschaald tot .020 voor zeer dunne wanden. Dezelfde aanbeveling met betrekking tot nauwkeurigheid die werd gedaan voor de doos met twee rollen is hier van toepassing.
 Fig. 4-3
Fig. 4-3
 Fig. 4-4
Fig. 4-4
 Fig. 4-5
Fig. 4-5
DE LAATSTE VINPASSAGE
Ontwerpdoelen
De vorm die werd aanbevolen voor de laatste vinnenpas werd gekozen met een aantal doelstellingen:
- Om de buis met gevormde randradius aan te bieden aan de laswalsen
- Om parallelle randen te hebben door de vee
- Om een bevredigende veeopening te bieden
- Om compatibel te zijn met het eerder aanbevolen laswalsontwerp
- Eenvoudig te malen.
Laatste vinpas Vorm
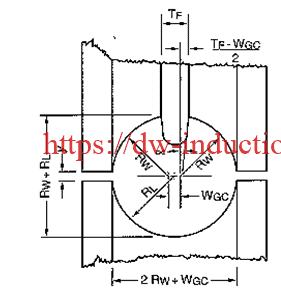
De aanbevolen vorm wordt geïllustreerd in Fig. 4-6. De onderste rol heeft een constante straal vanuit één middelpunt. Elk van de twee bovenste rolhelften heeft ook een constante straal. De straal van de bovenste rol RW is echter niet gelijk aan de straal van de onderste rol RL en de middelpunten van waaruit de bovenste stralen worden geslepen zijn zijdelings verplaatst met een afstand WGC. De vin zelf loopt taps toe onder een hoek.
Ontwerpcriteria
De afmetingen worden vastgesteld aan de hand van de volgende vijf criteria:
- De bovenste slijpradii zijn gelijk aan de lasrol-slijpradius RW.
- De omtrek GF is groter dan de omtrek GW in de laswalsen met een hoeveelheid die gelijk is aan de uitperstoeslag S.
- De vinnendikte TF is zodanig dat de opening tussen de randen in overeenstemming is met Fig. 2-1.
- De conische hoek a van de vinnen is zodanig dat de randen van de buis loodrecht op de raaklijn staan.
- De ruimte y tussen de bovenste en onderste walsflenzen is zo gekozen dat de strook niet wordt gemarkeerd en toch enigszins kan worden aangepast.

Technische kenmerken van de generator van het hoogfrequent inductielassen:
| Alle Solid State (MOSFET) hoogfrequent inductie buis en pijp lasmachine | ||||||
| Model | GPWP-60 | GPWP-100 | GPWP-150 | GPWP-200 | GPWP-250 | GPWP-300 |
| Ingangsvermogen | 60KW | 100KW | 150KW | 200KW | 250KW | 300KW |
| Ingangsspanning | 3fasen, 380/400/480V | |||||
| DC-spanning | 0-250V | |||||
| Gelijkstroom | 0-300A | 0-500A | 800A | 1000A | 1250A | 1500A |
| Frequentie | 200-500KHz | |||||
| Uitvoerefficiëntie | 85%-95% | |||||
| Vermogensfactor | Volle belasting>0,88 | |||||
| Koelwaterdruk | >0,3MPa | |||||
| Koelwaterstroom | >60 l/min | >83L/min | >114L/min | >114L/min | >160 l/min | >160 l/min |
| Temperatuur inlaatwater | <35°C | |||||
 Echte volledig in vaste toestand IGBT macht aanpassing en variabele huidige controle technologie, met behulp van unieke IGBT soft-switching hoge frequentie chopping en amorfe filtering voor vermogensregeling, hoge snelheid en nauwkeurige soft-switching IGBT omvormer controle, om 100-800KHZ/3 -300KW producttoepassing te bereiken.
Echte volledig in vaste toestand IGBT macht aanpassing en variabele huidige controle technologie, met behulp van unieke IGBT soft-switching hoge frequentie chopping en amorfe filtering voor vermogensregeling, hoge snelheid en nauwkeurige soft-switching IGBT omvormer controle, om 100-800KHZ/3 -300KW producttoepassing te bereiken.- Geïmporteerde krachtige resonantiecondensatoren worden gebruikt om een stabiele resonantiefrequentie te verkrijgen, de productkwaliteit effectief te verbeteren en de stabiliteit van het gelaste buisproces te realiseren.
- Vervang de traditionele thyristortechnologie voor vermogensaanpassing door de technologie voor vermogensaanpassing met hoge frekwentie door middel van hakken om een regeling op microsecondenniveau te bereiken, realiseer de snelle aanpassing en stabiliteit van de vermogensoutput van het laspijpproces, de outputrimpel is uiterst klein en de oscillatiestroom is stabiel. De gladheid en rechtheid van de lasnaad zijn gegarandeerd.
- Veiligheid. De apparatuur bevat geen hoge frequentie en een hoog voltage van 10.000 volt, waardoor straling, interferentie, ontlading, ontsteking en andere verschijnselen effectief kunnen worden voorkomen.
- Het heeft een sterk vermogen om schommelingen in de netwerkspanning te weerstaan.
- Het heeft een hoge vermogensfactor in het hele vermogensbereik, wat effectief energie kan besparen.
- Hoog rendement en energiebesparing. Het materiaal keurt high-power zachte schakeltechnologie van input aan output goed, die machtsverlies minimaliseert en uiterst hoge elektrische efficiency verkrijgt, en uiterst hoge machtsfactor in het volledige machtsgebied heeft, effectief energie besparend, dat van traditionele vergeleken met het buizentype hoge frequentie verschilt, kan het 30-40% van het energiebesparingseffect besparen.
- De apparatuur is geminiaturiseerd en geïntegreerd, waardoor veel ruimte wordt bespaard. De apparatuur heeft geen step-down transformator nodig en heeft geen grote inductantie nodig voor de aanpassing van de SCR. De kleine geïntegreerde structuur zorgt voor gemak bij installatie, onderhoud, transport en afstelling.
- Het frequentiebereik van 200-500KHZ maakt het lassen van stalen en roestvrijstalen pijpen mogelijk.



Oplossingen voor hoogfrequent inductielassen van buizen en pijpen