Inductiesolderen van draden op verbindingen met IGBT inductieverwarmingseenheden
Doel Verbindingselementen verwarmen om te solderen
Materiaal Apparaatassemblage
Vertinde messing aansluitingen Soldeerpasta
Temperatuur 260°C 5-7 seconden
Frequentie 360 kHz
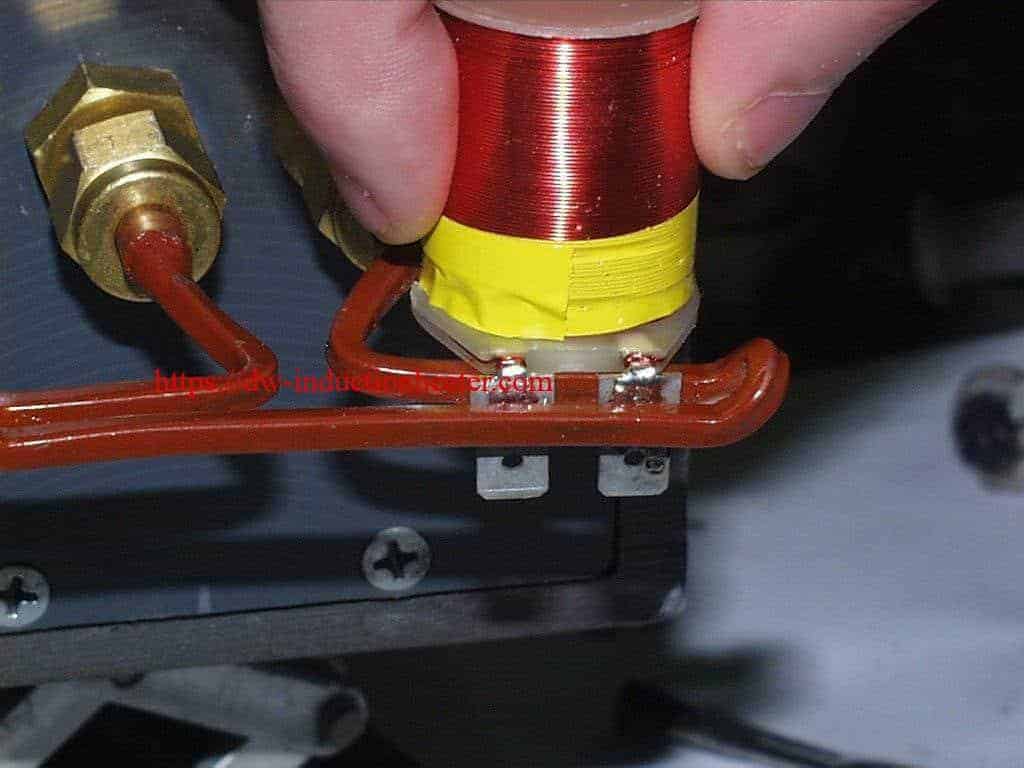
Apparatuur DW-UHF-6kW inductieverwarmingssysteem uitgerust met een extern verwarmingsstation, dat twee condensatoren van 0,66 μF bevat. Een inductieverwarmingsspoel speciaal ontworpen en ontwikkeld voor deze toepassing.
Proces Een spiraalvormige spoel met één draai wordt gebruikt om de soldeerpasta te verhitten. De connectoren worden in de inductieverwarmingsspoel geplaatst en er wordt 5-7 seconden RF-vermogen toegepast totdat de connector warm wordt.
Soldeerpasta wordt op twee manieren op de verbinding aangebracht: met een stokje of handmatig.
Resultaten/Voordelen - Vergeleken met het gebruik van een handsoldeerbout, brengt inductieverwarming de warmte nauwkeurig aan voor soldeerverbindingen van hogere kwaliteit.
- Dit is ideaal voor integratie met een geautomatiseerd systeem. Door het soldeer door te steken, worden esthetisch mooiere onderdelen geproduceerd.