Toepassingen van inductie-PWHT-machines in olie- en gaspijpleidingen
Beschrijving
Wat is een inductie-PWHT machine?
Een inductie PWHT machine is een gespecialiseerd systeem dat ontworpen is om na het lassen een warmtebehandeling uit te voeren op metalen structuren en lasverbindingen door middel van elektromagnetische inductie. Na het lassen hebben bepaalde metalen (vooral gelegeerd staal, koolstofstaal of metalen die gevoelig zijn voor scheuren) baat bij gecontroleerde verwarming en koeling. Dit verlicht restspanningen, voorkomt vervorming en verfijnt microstructuren om te voldoen aan de voorschriften en de prestaties op lange termijn te verbeteren.
Hoe het werkt
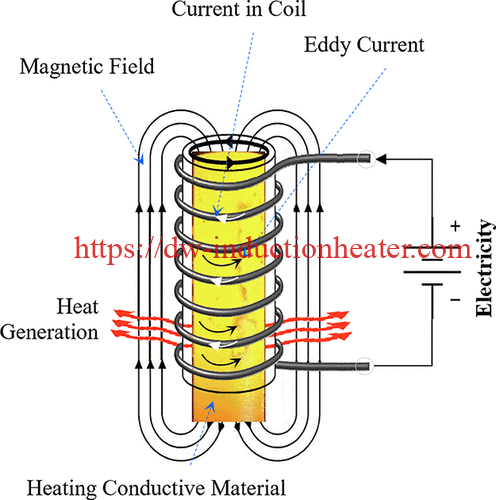
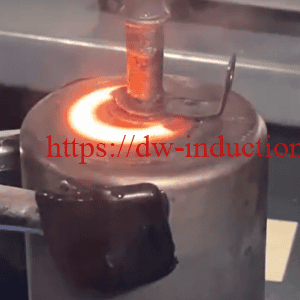
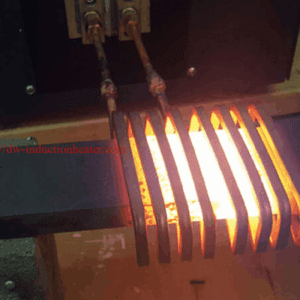
- Inductiespoel/deken: Een spoel of flexibele inductiedeken wordt rond of dichtbij het lasgebied geplaatst.
- Elektromagnetische veldgeneratie: De voeding van de machine zet wisselstroom om in een specifieke frequentie (vaak in het bereik van 2 kHz tot 25 kHz).
- Wervelstromen en warmteontwikkeling: Het elektromagnetische veld induceert wervelstromen in het metaal, waardoor het van binnenuit verhit raakt.
- Temperatuurregeling: Thermokoppels in de buurt van de las geven feedback aan het besturingssysteem (PLC). Dit regelt de vermogensafgifte om een nauwkeurig temperatuurprofiel te bereiken volgens de PWHT-procedures.
Waarom inductie gebruiken voor PWHT?
- Snelle, nauwkeurige verwarming: Inductie biedt een snellere opwarmsnelheid en een fijn geregelde temperatuur, waardoor kwaliteitsproblemen zoals barsten of onvolledige spanningsontlasting tot een minimum worden beperkt.
- Energie-efficiëntie: Inductiesystemen zijn vaak efficiënter dan traditionele weerstandsverwarming of ovenverwarming. De energie wordt direct gericht op het gebied dat warmte nodig heeft.
- Draagbaarheid en flexibiliteit: Vergeleken met grote ovens maken inductie-PWHT-units (met flexibele spoelen/deksels) behandeling ter plekke of in-place mogelijk. Dit is vooral handig voor grote onderdelen of vaste installaties (bijv. pijpleidingen in raffinaderijen).
- Automatisering en bewaking: De meeste inductie-PWHT-machines hebben ingebouwde datalogging, receptbeheer en alarmsystemen, waardoor het eenvoudiger wordt om te voldoen aan codes (zoals ASME en AWS) en het proces traceerbaar is.
Typische kenmerken van een inductie-PWHT machine
- Vermogenbereik: Machines kunnen variëren van kleine units van 30 kW tot grote systemen van 300+ kW, afhankelijk van dikte, materiaalsoort en onderdeelgrootte.
- Frequentiebereik: Meestal tussen 2 kHz en 25 kHz, geoptimaliseerd voor de diepte van de benodigde warmtepenetratie.
- Meerdere verwarmingskanalen (zones): Gelijktijdige behandeling van meerdere verbindingen of complexe lasgeometrieën mogelijk.
- Geavanceerde besturing: HMI (mens-machine-interface) met aanraakscherm, PLC-gebaseerde besturing, ingangen voor meerdere thermokoppels en opties voor gegevensregistratie.
- Koelmethode: Afhankelijk van het vermogen kunnen inductievoedingen lucht- of watergekoeld zijn.
Toepassingen van inductie-PWHT-machines op het gebied van pijpleidingen
 Warmtebehandeling na het lassen (PWHT) is een cruciaal proces in de pijpleidingindustrie, vooral in toepassingen met hoge druk en hoge temperaturen. Door inductieverwarmingstechnologie te gebruiken om PWHT uit te voeren, kunnen pijpleidingfabrikanten en operators een nauwkeurige en consistente temperatuurregeling bereiken en tegelijkertijd de totale behandelingstijd verkorten. Hieronder staan de belangrijkste toepassingen en voordelen van inductiegebaseerde PWHT in de pijpleidingindustrie:
Warmtebehandeling na het lassen (PWHT) is een cruciaal proces in de pijpleidingindustrie, vooral in toepassingen met hoge druk en hoge temperaturen. Door inductieverwarmingstechnologie te gebruiken om PWHT uit te voeren, kunnen pijpleidingfabrikanten en operators een nauwkeurige en consistente temperatuurregeling bereiken en tegelijkertijd de totale behandelingstijd verkorten. Hieronder staan de belangrijkste toepassingen en voordelen van inductiegebaseerde PWHT in de pijpleidingindustrie:
1. Aanleg van nieuwe pijpleidingen
- Lassen met lange naad
- Pijpleidingen met een grote diameter vereisen vaak meerdere laspassen en complexe lasverbindingen. Inductie PWHT kan worden gebruikt om een gelijkmatige warmtebehandeling langs de hele naad uit te voeren, waardoor de laskwaliteit verbetert en de kans op scheuren afneemt.
- Inlassen
- Tijdens installatie- of uitbreidingsprojecten verbinden verbindingslassen verschillende pijpleidingsegmenten. Een consistente warmtebehandeling van deze lassen met inductie vermindert de restspanning en helpt de integriteit op lange termijn te garanderen, vooral in pijpleidingen die bedoeld zijn voor hogedrukservices.
- Veldverbindingen in afgelegen gebieden
- Inductie PWHT-apparatuur die draagbaar is, kan worden vervoerd naar afgelegen bouwlocaties voor pijpleidingen of naar ruig terrein. De efficiënte opstelling en snellere opwarm-/afkoelcycli zijn vooral gunstig bij het werken in moeilijke omstandigheden met beperkte middelen.
2. Reparaties en onderhoud van pijpleidingen
- Scheurherstel
- Pijpleidingen kunnen scheuren ontwikkelen door vermoeiing, corrosie of mechanische schade. Inductie PWHT helpt restspanningen in de gerepareerde laszone te verlichten, verlaagt het risico op verdere scheurgroei en verlengt de levensduur van pijpleidingen.
- Hot Tapping en aftakkingen
- Wanneer aanpassingen aan pijpleidingen nodig zijn (zoals het toevoegen van aftakkingen of nieuwe verbindingen), kunnen lassen inductiegebaseerde PWHT ondergaan om de ductiliteit, taaiheid en algehele betrouwbaarheid te verbeteren.
- Sectie Vervanging
- Als een pijpleidingsectie wordt verwijderd en vervangen, wordt inductie PWHT vaak gebruikt op de nieuwe lassen om ervoor te zorgen dat de metallurgische eigenschappen en spanningsverdeling vergelijkbaar zijn met die van de oorspronkelijke pijpleidingsecties.

- Als een pijpleidingsectie wordt verwijderd en vervangen, wordt inductie PWHT vaak gebruikt op de nieuwe lassen om ervoor te zorgen dat de metallurgische eigenschappen en spanningsverdeling vergelijkbaar zijn met die van de oorspronkelijke pijpleidingsecties.

3. Naleving van industriële normen en codes
- ASME- en API-normen
- Veel codes voor drukleidingen (zoals ASME B31.3, ASME B31.4, ASME B31.8 en API-normen) specificeren PWHT voor bepaalde materialen, diktes en servicescenario's. Inductie PWHT-machines bieden nauwkeurige temperatuurregeling en computerondersteunde documentatie. Inductie PWHT-machines bieden een nauwkeurige temperatuurregeling en gecomputeriseerde documentatie, zodat operators aan deze wettelijke vereisten kunnen voldoen.
- Vermindering van hardheid
- Door de warmte gelijkmatig over het lasgebied te verdelen, helpen inductiesystemen de hardheid in de warmte-beïnvloede zone (HAZ) te verlagen - een vereiste in sommige door codes voorgeschreven procedures om het risico op scheuren door waterstofinductie te minimaliseren.
- Materiaalspecifieke vereisten
- Bepaalde gelegeerde staalsoorten, zoals chroom-moly (Cr-Mo) of andere hoogsterkte laaggelegeerde (HSLA) staalsoorten, kunnen strikte thermische profielen vereisen. Inductie PWHT maakt aangepaste temperatuurverhoging, wachttijden en gecontroleerde koeling mogelijk om de gewenste microstructuur te bereiken.
4. Voordelen van Inductie PWHT in pijpleiding Toepassingen
- Snellere verwarmingscycli
- Inductieverwarming levert warmte direct en efficiënt aan de laszone, waardoor de opwarmtijd aanzienlijk korter is dan bij traditionele methoden (zoals weerstandspoelen of gasovens).
- Nauwkeurige, gelijkmatige warmteverdeling
- Geautomatiseerde regelsystemen zorgen voor een nauwkeurige temperatuurregeling en een uniforme dekking rond de omtrek van de pijp. Deze homogeniteit is essentieel om te voldoen aan mechanische en metallurgische vereisten.
- Mobiliteit en installatiegemak
- Moderne inductie-PWHT-machines zijn ontworpen om licht en draagbaar te zijn, waardoor ze ideaal zijn voor gebruik in het veld waar grote ovens of permanente opstellingen onpraktisch zijn.
- Energie-efficiëntie
- Omdat inductieverwarming de energie richt op de laszone in plaats van het verwarmen van grote omliggende gebieden, wordt het totale stroomverbruik verlaagd, wat resulteert in kostenefficiëntie - vooral belangrijk voor grote pijpleidingprojecten.
- Verbeterde veiligheid
- Inductieverwarmingssystemen maken open vuur of brandstofgestookte omgevingen met hoge temperaturen overbodig, waardoor het brandrisico afneemt en de veiligheid op locatie verbetert.

- Inductieverwarmingssystemen maken open vuur of brandstofgestookte omgevingen met hoge temperaturen overbodig, waardoor het brandrisico afneemt en de veiligheid op locatie verbetert.

5. Gebruikelijke PWHT-procedures voor pijpleidingen met inductie
- Voorverwarming
- Voorafgaand aan het lassen kan inductietechnologie ook worden gebruikt om de pijp of fittingen voor te verwarmen, vooral bij dikwandige materialen of materialen met een hoge sterkte. Dit helpt snelle afkoeling en scheurvorming in het lasgebied te voorkomen.
- Gecontroleerd opvoeren en onderdompelen
- Inductieapparatuur maakt aangepaste opwarmsnelheden mogelijk, wat een geleidelijke opwarming van de lasverbinding garandeert. Zodra de doeltemperatuur (vaak 600-700°C, afhankelijk van het materiaal) is bereikt, wordt deze gedurende een bepaalde tijd vastgehouden (inweekfase) om de interne spanningen te verlichten.
- Gecontroleerde afkoeling
- Een geleidelijke afkoelfase is essentieel om de vorming van brosse microstructuren te voorkomen. Met inductiesystemen kunnen operators de koelsnelheid programmeren om te voldoen aan specifieke materiaalvereisten.
Gebruikscases en voordelen
- Drukvaten en pijpleidingen: Zorgt voor lasintegriteit in olie & gas, energieopwekking en petrochemische toepassingen.
- Zware fabricage: Verlicht restspanning in grote constructies zoals scheepssecties, onderdelen van zware machines en constructiestaal.
- Reparaties en onderhoud: Ideaal voor in-situ lasreparaties (bijv. turbines, ketelbuizen en complexe pijpleidingen) zonder demontage van grote samenstellingen.
- Naleving van de code: Veel normen (ASME, AWS, EN) vereisen warmtebehandeling na het lassen voor bepaalde materialen en diktes om mechanische integriteit te garanderen.
Hieronder vindt u een illustratieve tabel met technische parameters voor inductie-PWHT-machines (Post Weld Heat Treatment) met vermogens van 60 kW, 80 kW, 120 kW, 160 kW, 200 kW, 240 kW en 300 kW. De werkelijke specificaties kunnen per fabrikant verschillen, dus behandel deze cijfers als typische referentiewaarden.
Technische parameters van inductie-PWHT-machines (60 kW tot 300 kW)
| Parameter | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
|---|---|---|---|---|---|---|---|
| Vermogen | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
| Ingangsspanning (3-fasen) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) |
| Bereik uitgangsfrequentie | 5-25 kHz | 5-25 kHz | 5-25 kHz | 5-25 kHz | 2-25 kHz | 2-25 kHz | 2-25 kHz |
| Nominale stroom (ongeveer) | ~90-100 A | ~120-130 A | ~180-200 A | ~240-260 A | ~300-320 A | ~350-380 A | ~450-480 A |
| Verwarmingskanalen (Zones) | 1-2 | 2-4 | 2-4 | 4-6 | 4-6 | 4-6 | 6-8 |
| Temperatuurbereik | Tot ~850 °C | Tot ~850 °C | Tot ~850 °C | Tot ~900 °C | Tot ~900 °C | Tot ~900 °C | Tot ~900 °C |
| Nauwkeurigheid temperatuurregeling | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C |
| Koelmethode | Lucht- of watergekoelde voedingsmodule | Lucht- of watergekoelde voedingsmodule | Watergekoelde voedingsmodule | Watergekoelde voedingsmodule | Watergekoelde voedingsmodule | Watergekoelde voedingsmodule | Watergekoelde voedingsmodule |
| Activiteitscyclus (bij maximaal vermogen) | ~80-100% (Continu) | ~80-100% (Continu) | ~80-100% (Continu) | ~80-100% (Continu) | ~80-100% (Continu) | ~80-100% (Continu) | ~80-100% (Continu) |
| Besturingssysteem | PLC/HMI aanraakscherm, gegevensregistratie | PLC/HMI aanraakscherm, gegevensregistratie | PLC/HMI aanraakscherm, gegevensregistratie | PLC/HMI aanraakscherm, gegevensregistratie | PLC/HMI aanraakscherm, gegevensregistratie | PLC/HMI aanraakscherm, gegevensregistratie | PLC/HMI aanraakscherm, gegevensregistratie |
| Afmetingen (L×B×H, ca.) | 0.8×0.7×1.4 m | 1.0×0.8×1.5 m | 1.1×0.9×1.6 m | 1.2×1.0×1.7 m | 1.3×1.1×1.8 m | 1.4×1.2×1.8 m | 1.6×1.4×2.0 m |
| Gewicht (ongeveer) | ~250 kg | ~300 kg | ~400 kg | ~500 kg | ~600 kg | ~700 kg | ~900 kg |
 Opmerkingen:
Opmerkingen:
- Ingangsspanning: Hoe hoger het nominale vermogen, hoe breder het aanvaardbare bereik van de ingangsspanning kan zijn (sommige modellen kunnen werken tot 480 V of 690 V).
- Uitgangsfrequentie: Lagere frequenties dringen dieper door in het materiaal, wat vaak voordelig is voor dikwandige componenten. De instelbare frequentie helpt de warmteverdeling te optimaliseren.
- Verwarmingskanalen (Zones): Meerdere onafhankelijke kanalen maken gelijktijdige PWHT op meerdere verbindingen of complexere geometrieën mogelijk.
- Koelmethode: Kleinere eenheden gebruiken soms geforceerde luchtkoeling; eenheden met een hoger vermogen gebruiken meestal koelcircuits op basis van water of glycol.
- Activiteitscyclus: Geeft aan of de machine continu op vol vermogen kan werken. De meeste inductie-PWHT-apparatuur werkt bijna continu (80-100%) als ze goed gekoeld wordt.
- Afmetingen en gewicht: Deze variëren sterk op basis van het type behuizing (open frame, kast), koelconfiguratie en optionele extra's (zoals kabelopbergsystemen of geïntegreerde spoelsystemen).
Aanvullende overwegingen voor inductie-PWHT-apparatuur
- Type spoel/Inductor: Afhankelijk van de toepassing kunnen flexibele dekens, kabels of harde spoelen worden geleverd.
- Gegevensregistratie en rapportage: Veel systemen hebben ingebouwde datarecorders voor precieze traceerbaarheid van temperatuur en tijd, cruciaal voor naleving van codes (bijv. ASME, AWS).
- Thermokoppel-ingangen: Ondersteunt gewoonlijk meerdere thermokoppels voor nauwkeurige bewaking van verschillende laszones.
- Veiligheid & alarmen: Overtemperatuur, laag koelmiddeldebiet en aardlekdetectie zijn standaard veiligheidsfuncties.
Voor exacte details kunt u het beste de fabrikant of leverancier raadplegen, die de parameters (zoals spoelontwerp, besturingssoftware of geavanceerde functies) kan aanpassen aan uw specifieke lasprocedures en materiaalvereisten.
Conclusie
Op inductie gebaseerde warmtebehandeling na het lassen (PWHT) is een sleuteltechnologie geworden op het gebied van pijpleidingen. De precieze, efficiënte en zeer flexibele aard ervan zorgt ervoor dat lassen voldoen aan de code-eisen, structurele integriteit op lange termijn behouden en het risico op storingen verminderen. Of ze nu worden toegepast tijdens de aanleg van nieuwe pijpleidingen, reparatiewerkzaamheden of preventief onderhoud, inductie PWHT-machines bieden een krachtige oplossing voor de uitdagingen van het lassen van pijpleidingen en helpen zo jarenlang een veilig en betrouwbaar transport van kritieke grondstoffen te garanderen.