
誘導熱間成形と鍛造プロセス
誘導熱間成形 は、ボルト、ねじ、リベットなどの工業用ファスナーの製造工程である。熱は、通常シート、バー、チューブまたはワイヤーである金属を軟化させるために使用され、次に圧力が次のいずれかの操作を実行することによって金属の形状を変更するために使用される:熱間圧造、ブランキング、パンチング、スロッティング、パーフォレーティング、トリミング、シャーリングまたは曲げ。また、ビレット加熱も誘導熱間成形に最適な工程です。

SAMSUNG DIGITAL CAMERAM最新の誘導加熱は、他の加熱方法と比較して多くの利点を提供し、接合用途に一般的に使用されています。誘導加熱は、信頼性が高く、再現性があり、非接触でエネルギー効率の高い加熱を最小限の時間で行うことができます。 誘導加熱 は、反復可能で迅速かつ正確な加熱サイクルを生成できるため、インライン生産工程にも理想的である。
熱間成形と鍛造、 ホットスタンピングと押し出し成形は、変形に対する抵抗力が弱くなる温度まであらかじめ加熱された部品を成形するものである。最も一般的に使用される工業材料のおおよその熱間成形温度は以下の通りである:
- 1100~1250℃の鋼
- 黄銅 750
- アルミニウム 550ºC

材料を加熱した後、機械式衝撃プレス機、曲げ機、油圧式押し出しプレス機など、さまざまなタイプの機械で熱間成形作業が行われる。
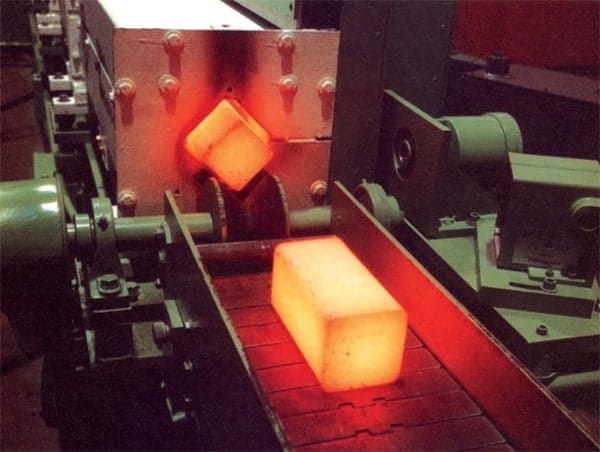
鍛造に使用される出発材料は、丸みを帯びたスタッド、角材(ビレット)または棒材の形で提供される。
部品の加熱には従来の炉(ガス、燃料)が使われるが、IHを使うこともできる。

誘導加熱の利点:
- 材料とエネルギーの節約と柔軟性
- より高い品質
- プロセス制御
- 加熱時間が大幅に短縮
- 酸化が少なく、スケールの発生が非常に少ない。
- 塗布する温度を簡単かつ正確に調整できる
- 炉の予備加熱やメンテナンスに時間がかからない(例えば、時間がかかる週末の後や中)
- 自動化と労働力の削減
- 熱を特定の1点に向けることができるため、成形エリアが1つしかない部品にとって非常に重要である。
- より高い熱効率
- 空気中に存在する熱は部品自体の熱だけなので、作業条件が改善される。
のプロセスである。 鍛造と熱間成形 は、自動車、鉄道、航空宇宙、石油・ガス、チェーン、鍛造など、多くの産業分野の製造において一般的なプロセスである。
