
目的
完全な固体高周波誘導の小さい銅管のろう付けの関係の接合箇所 DW-UHF-10 kW誘導ロウ付けシステムと利用可能なスプリットラボコイルを使用
テスト1
設備

材料
- 銅管 - サクション・チューブ
- ろう付けペースト
主要パラメーター
パワー: 9.58 kW
温度約1500° F (815°C)
時間:5~5.2秒
テスト2
設備
DW-UHF-10kw 誘導ろう付けシステム
材料
- 銅管 - コンデンサー・チューブ
- ろう付けペースト
主要パラメーター
パワー: 8.83 kW
温度約704℃(華氏1300度)
時間:2秒

プロセス
テスト1
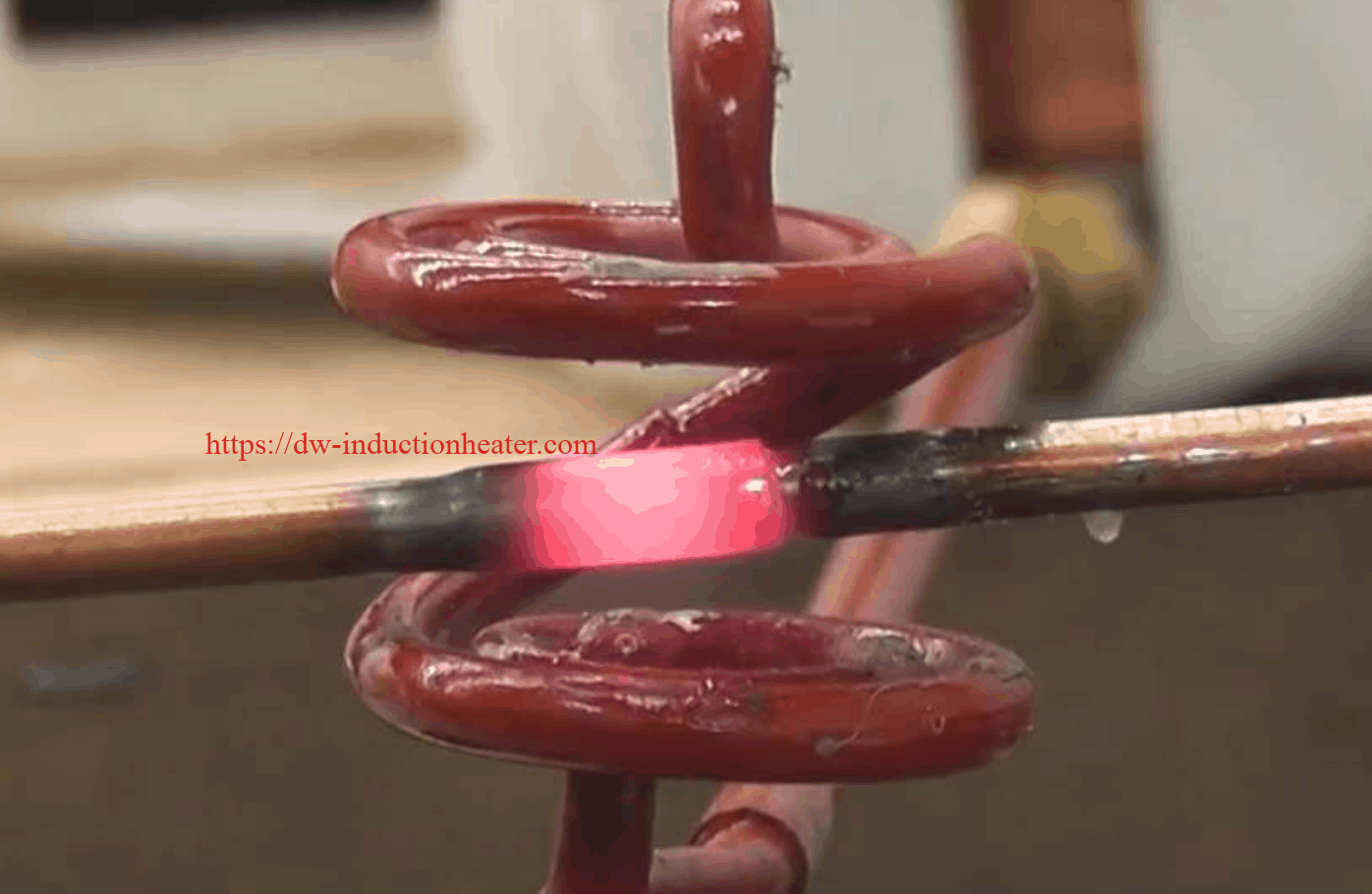
テスト用に用意されたアセンブリは1つだけだったので、片方のチューブがもう片方のチューブをフランジ端で受け入れるようにセットアップされた肉厚の5/16インチ銅管を使用してテスト負荷を設定した。加熱時間は、温度を示すためにテンピラック塗料を使用することから推定した。ヒートサイクル5~5.2秒で、合金が流動し、接合部が形成されることがわかりました。
テスト2:
小さい方のチューブ・アセンブリ(コンデンサー・チューブ)を組み立て、付属のろう付け用合金(銀はんだ)でリングを形成し、2本のチューブの交差部に配置した。秒の加熱で合金が流れ、接合は完了した。

結果/利益:
- 実証されたように、DW-UHF-10kw誘導ろう付けシステムは、ろう付け接合部を完成させるために、最大および最小のチューブ間セクションを誘導加熱することができます。利用可能なテストコイルを使用した加熱時間は、FLDWXが要求する製造加熱時間の範囲内です。
- HLQは、最終的な審査に先立ち、全会員の審査を行う。 誘導加熱コイルの設計 レイアウト写真に示されている 12 個の接合部すべてに対応できるようなものを用意する必要があります。負荷コイルで発生するRFフィールドによってスチールハウジングが影響を受けないようにするためには、ろう付けされるチューブ接続部とスチールコンプレッサーセクションの間のクリアランスを知り、確認することが必要です。この最終的な設計では、コイルにフェライト材を追加する必要があるかもしれません。このフェライト材は、RFフィールドを銅リード線に集中させ、スチールハウジングには集中させない役割を果たします。
- DW-UHF-10 kWの初期テストは、利用可能な実験用コイルを使用して完了しました。本番用誘導加熱コイルは非導電性のハウジングに収められ、オペレーターはこれを使用して銅リード線に対してコイルを位置決めし、ろう付け工程で正確かつ積極的に加熱できるようにする。生産用コイルの設計は、試験用コイルよりも短いリード線が組み込まれ、ヒートサイクルが改善される(加熱時間が短くなる)ように構成される。

- HLQは、オプションの工程管理システムを提供することができる。これは事実上、FLDWX社からの申請書に添付された組立写真に記載された各ジョイント用に開発された、プログラムされたプロセスサイクルとなります。12個の各ジョイントは、それぞれの特定のジョイントに対応するように順次プログラムされます。これにより、オペレーターはジョイント1からジョイント12まで、プログラムされたのと同じ順序で移動することができます。U字型誘導ろう付けコイル/ハンドルの各サイクルは、接合部1(加熱時間と%の電力)から接合部2(加熱時間と%の電力)など、接合部12までプロセスを移動させる。一度入力されたシーケンスは、各アセンブリーごとに従う必要がある。これにより、継手ごとのろう付け時間を推測する必要がなくなり、工程に再現性が生まれます。

- もう一つのオプションとして、HLQロボットアームオプションを検討することもできる。このオプションは 誘導ろう付けコイルコイル/コイルハウジングを回転させ、各関節部にコイルを配置するようにプログラムされたときにアセンブリを作動させます。サポートアームは回転し、各関節の適切な位置と角度にコイル/コイルハウジングを移動させ、土壌の位置と加熱時間を保証します。
