誘導予熱溶接鋼棒
説明
誘導予熱溶接鋼棒の用途
目的 大手機器メーカーの溶接用途で、鋼棒を500 ºF (260 ºC)に予熱する。
素材: お客様支給のスチール・ピン(平均2インチ/51mmとばらつきあり)

温度だ: 500 ºF(260 ºC)
頻度: 100 kHz
設備 DW-HF-45kW 50-150 kHz誘導加熱システム、8個の1.0μFコンデンサーを含む遠隔ヒートステーションを装備
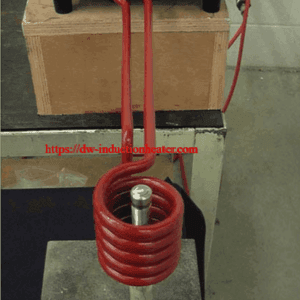
- マルチポジション2回転 誘導加熱コイル このアプリケーションのために特別に設計・開発された
誘導予熱プロセス: 鋼鉄棒をコイルに装填し、ヒーターのスイッチを入れた。部品は1分以内に600 ºF(316 ºC)に達した。電源を切り、外層が500 ºF(260 ºC)を下回らないことを確認するため、ロッドを30秒間監視した。

アプリケーションラボの経験とテストによれば、加熱時間が長いほど、必要な電力は少なくなる。
さらに、加熱時間が長ければ長いほど、外気温が500℃以上にとどまる時間も長くなった。
それを考慮すると、電源に関しては、加熱時間2分の2ポジションコイルを持つ15kWのIHヒーターから、45kWのIHヒーターまで、さらなる可能性がある。 誘導加熱システム 4ポジションのコイルで、加熱時間は1分。
結果/メリット
正確な加熱:IHはより正確で再現性のある加熱が可能であるため、お客様は炎からの切り替えを検討しています。
- 浸透:誘導はトーチに比べてピンを貫通させるのに優れています。
溶接予熱
- スピード:誘導加熱は、トーチ加熱に比べて生産性を高めることができる高速加熱を可能にします。
- 部品の品質:トーチは部品を脆くする可能性がある。
- 職場環境: 誘導予熱溶接 は、炎よりも職場への熱の導入が少ない安全な加熱方法です。