
高周波焼入れ表面処理
高周波焼入れとは?
高周波焼入れ は熱処理の一形態で、十分な炭素含有量を持つ金属部品を誘導磁場中で加熱し、その後急速に冷却する。これにより、部品の硬度と脆性の両方が向上する。誘導加熱では、あらかじめ決められた温度に局所的に加熱することができ、硬化プロセスを正確に制御することができます。そのため、プロセスの再現性が保証されます。通常、高周波焼入れは、機械的特性を維持しながら、表面の耐摩耗性を高める必要がある金属部品に適用されます。高周波焼入れプロセスが達成された後、表面層の特定の特性を得るために、金属ワークピースを水、油、または空気中で急冷する必要があります。

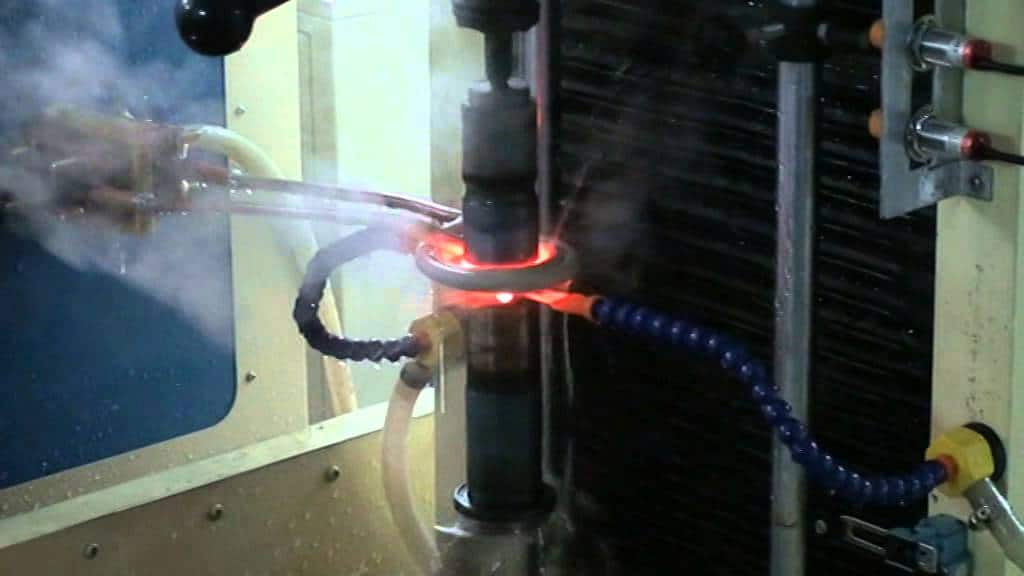
高周波焼入れ は、金属部品の表面を素早く選択的に硬化させる方法である。かなりのレベルの交流電流を流す銅コイルを部品の近くに(触れないように)置く。渦電流とヒステリシス損失により、表面とその近傍で熱が発生する。クエンチは通常、ポリマーのような添加物を含む水性で、部品に向けられるか、部品が浸漬される。これにより、組織はマルテンサイトに変化し、以前の組織よりもはるかに硬くなる。
一般的な最新の高周波焼入れ装置はスキャナーと呼ばれる。部品をセンターで挟んで回転させ、加熱と焼き入れの両方を行うプログレッシブコイルに通します。クエンチはコイルの下方で行われるため、加熱直後に部品のどの領域も急速に冷却されます。出力レベル、滞留時間、スキャン(送り)速度、およびその他のプロセス変数は、コンピューターによって正確に制御されます。
耐摩耗性、表面硬度、疲労寿命を向上させるために使用されるケース硬化プロセス。
高周波焼入れ は、特定の領域で鉄系部品の機械的特性を向上させるために使用されます。代表的な用途は、パワートレイン、サスペンション、エンジン部品、スタンピングです。高周波焼入れは、保証クレームや現場での不具合を修復するのに優れています。主な利点は、部品を再設計することなく、局部的な強度、疲労、耐摩耗性が向上することです。
高周波焼入れのメリットを享受できるプロセスと産業:
熱処理
チェーン硬化
チューブ&パイプ焼入れ
造船
航空宇宙
鉄道
自動車
再生可能エネルギー

高周波焼入れの利点:
大きな負荷がかかる部品に適しています。誘導は、非常に高い荷重に対応できる深いケースと高い表面硬度を与えます。極めて強靭な外層に囲まれた柔らかいコアが形成されるため、疲労強度が向上します。これらの特性は、ねじり荷重を受ける部品や衝撃力を受ける表面に望ましい。インダクション・プロセシングは、一度に一部品ずつ行われるため、部品ごとの寸法変化が非常に予測しやすくなっています。
温度と硬化深さの精密制御
制御された局所加熱
生産ラインへの組み込みが容易
高速で再現性のあるプロセス
最適化された精密なパラメータにより、各ワークピースを硬化させることができます。
エネルギー効率の高いプロセス
誘導焼き入れが可能なスチールおよびステンレススチール部品:
ファスナー、フランジ、ギア、ベアリング、チューブ、インナーレース、アウターレース、クランクシャフト、カムシャフト、ヨーク、ドライブシャフト、アウトプットシャフト、スピンドル、トーションバー、旋回リング、ワイヤー、バルブ、ロックドリルなど。

耐摩耗性の向上
硬度と耐摩耗性には直接的な相関関係がある。部品の耐摩耗性は、材料の初期状態が焼きなまし、またはより軟らかい状態に処理されたと仮定すると、高周波焼入れによって著しく向上します。
ソフトコアと表面残留圧縮応力による強度と疲労寿命の向上
圧縮応力(通常はポジティブな属性とみなされる)は、表面近くの硬化した構造が、コアやそれ以前の構造よりもわずかに多くの体積を占める結果である。
部品は焼戻し後 高周波焼入れ 硬度を調整する
マルテンサイト組織を生成するあらゆるプロセスと同様に、焼戻しは脆性を低下させる一方で硬度を低下させる。
タフなコア付きディープケース
一般的なケースの深さは0.030インチ~0.120インチで、亜臨界温度で行われる浸炭、浸炭窒化、さまざまな形態の窒化などのプロセスよりも平均的に深い。車軸のような特定のプロジェクトや、多くの材料が摩耗した後でもまだ使用できる部品では、ケースの深さは1/2インチ以上になることもあります。
マスキング不要の選択硬化プロセス
溶接後や機械加工後の領域は柔らかいままであり、他の熱処理工程ではほとんど実現できない。
比較的小さな歪み
例:Ø1"×長さ40 "のシャフトには、荷重支持と耐摩耗性を必要とする長さ2 "のジャーナルが等間隔に2つあります。高周波焼入れは、これらの表面だけ、合計4インチの長さで行われます。従来の方法では(あるいは全長に高周波焼入れを施したとしても)、かなりの反りが生じてしまいます。
1045のような低コスト鋼の使用が可能
高周波焼入れされる部品に使用される最も一般的な鋼は1045です。この鋼は、容易に機械加工が可能で、安価であり、公称0.45%の炭素含有量により、58HRC+まで高周波焼き入れが可能である。また、処理中の割れのリスクも比較的低い。この処理でよく使われる他の材料は、1141/1144、4140、4340、ETD150、各種鋳鉄です。

高周波焼入れの限界
誘導コイルと部品の形状に関連した工具が必要。
部品とコイルの結合距離は加熱効率にとって非常に重要であるため、コイルのサイズと輪郭を慎重に選択する必要があります。ほとんどの処理業者は、シャフト、ピン、ローラーなどの丸い形状を加熱するための基本的なコイルの武器を持っていますが、プロジェクトによっては、時には数千ドルもするカスタムコイルが必要になる場合があります。中規模から大規模のプロジェクトでは、部品あたりの処理コスト削減のメリットが、コイルコストを容易に相殺することがあります。他のケースでは、プロセスの工学的な利点がコスト懸念を上回るかもしれない。そうでなければ、少量生産のプロジェクトでは、新しいコイルを製造しなければならない場合、コイルと工具のコストは通常、プロセスを非現実的なものにする。部品はまた、処理中に何らかの方法で支持されなければならない。シャフトタイプの部品には、センター間の走行が一般的な方法ですが、他の多くのケースでは、カスタム工具を利用する必要があります。
一般的な熱処理プロセスに比べ、亀裂が発生する可能性が高い。
これは、急速な加熱と焼き入れによるもので、キー溝、溝、十字穴、ねじ山などの特徴やエッジにホットスポットが発生する傾向もある。
高周波焼入れによる歪み
イオン窒化やガス窒化などの処理に比べ、急速な加熱/焼入れとその結果生じるマルテンサイト変態のため、歪みレベルは大きくなる傾向があります。とはいえ、高周波焼入れは、特に特定の領域にのみ適用される場合、従来の熱処理よりも歪みが少なくなる可能性があります。
高周波焼入れによる材料の制限
以来 高周波焼入れプロセス は通常、炭素や他の元素の拡散を伴わないが、材料は他の元素とともに、所望の硬度レベルまでマルテンサイト変態を支える焼入れ性を提供するのに十分な炭素を含んでいなければならない。これは通常、炭素が0.40%+の範囲にあり、56~65HRCの硬度を持つことを意味する。8620のような低炭素材を使用することもできますが、その場合、達成可能な硬度は低下します(この場合、40~45HRC)。1008、1010、12L14、1117のような鋼は、達成可能な硬度の上昇に限界があるため、通常使用されない。
高周波焼入れ表面処理詳細
高周波焼入れ は、鋼やその他の合金部品の表面硬化に使用されるプロセスである。熱処理される部品は銅コイル内に置かれ、コイルに交流電流を流すことで変態温度以上に加熱される。コイル内の交流電流が被加工物内に交流磁場を誘導し、これにより部品の外面が変態温度以上に加熱される。
交番磁場によって部品を変態範囲内かそれ以上の温度まで加熱し、その後直ちに急冷する。これは、特定の周波数と電力レベルで電流が供給される銅インダクターコイルを使用した電磁プロセスである。
