
高周波誘導加熱によるアルミニウム管のろう付け
の新しい応用分野である。 誘導加熱 そのためには、対応する構造や材料特性を考慮した加熱部品内部の温度分布を解析する必要があります。有限要素法(FEM)は、電磁界と熱を連成させた数値解析とシミュレーションを通じて、このような解析と誘導加熱プロセスの最適化を行うための強力なツールを提供します。

この寄稿の主な目的は、数値シミュレーションと実験に基づいて、ソーラーコレクターの製造に適切で高度かつ効率的な誘導ろう付け技術を適用する可能性を示すことである。
問題の説明
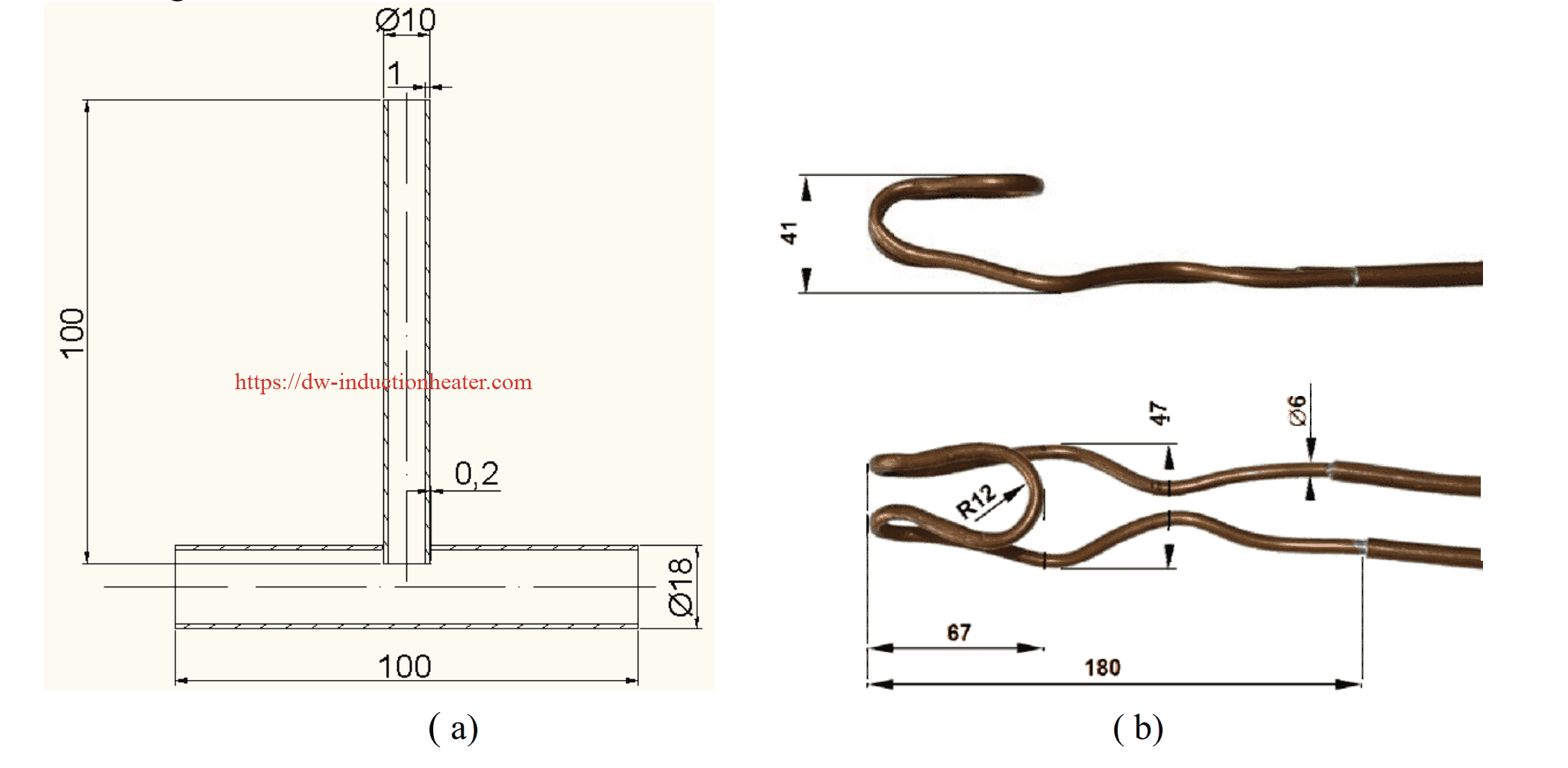
本研究では、ろう付けプロセスに適したソーラーコレクターの部品、すなわち集熱管の部品の設計を扱う(図1a)。チューブは、表1に示す化学組成のAW 3000タイプのAl合金から作られる。ろう付けには、Al 104 タイプの合金をフラックス Braze Tec 32/80 とともに使用する(表 2)。Al 104ろう合金の固相線温度と液相線温度の間隔は、575 °C から 585 °Cである。管材の固相線温度は650℃である。
表1 AW 3000合金の化学組成 [wt.%]
| Si | フェ | 銅 | ムン | Mg | 亜鉛 | Cr | アル |
| 0.05-0.15 | 0.06-0.35 | 最大0.1 | 0.3-0.6 | 0.02-0.20 | 0.05-0.3 | 最大0.25 | バランス |
表2 Al 104 タイプのろう付け合金の化学組成 [wt.%]
| Si | フェ | 銅 | ムン | Mg | 亜鉛 | ティ | アル |
| 11-13 | 0.6 | 最大0.3 | 0.15 | 0.1 | 0.2 | 最大0.15 | バランス |
ろう付けプロセスには誘導加熱が使用される。接合部(ろう付け金属-ろう合金)で同時にろう付け温度が達成されるように、誘導加熱システムを設計する必要がある。この観点から、誘導コイルの適切な選択、その形状、操作パラメータ(主に周波数とソース電流)が非常に重要です。設計した銅水冷誘導コイルの形状と寸法を図1bに示す。
プログラムコードANSYS 10.0を適用した誘導加熱の数値シミュレーションにより、誘導加熱の関連パラメータがろう付け部品の温度分布に及ぼす影響を評価した。
シミュレーションモデル
ANSYS 10.0 ソフトウェアを使用した FEM による電磁界と熱の連成問題の解法 [3-5] に従って,ろう付けのための誘導加熱プロセスのシミュレーションモデルを,幾何学的,物理的,初期条件と境界条件を含めて開発した.数値シミュレーションの主な目的は、接合部形成領域で要求される温度分布を達成するための誘導加熱の最適パラメータ(周波数とソース電流)を定義することであった。
電磁界解析用に提案された3次元モデル(図2)は、チューブ、ブレージングアロイ、水冷誘導コイル、および周囲の空気(図2には示されていない)のモデルで構成されている。熱解析では、チューブとブレージング合金のみを考慮した。図2bに、接合部形成領域における線形8節点要素から生成されたメッシュの詳細を示す。

図2 a) 周囲の空気を含まない電磁波解析用幾何学モデル b) 接合部形成領域で生成された3Dメッシュの詳細 AW 3000合金およびAl 104ろう合金の電気的および熱的特性の温度依存性は、JMatProソフトウェア[6]を使用して求めた。適用された材料が非磁性であることから、これらの材料の比透磁率は、温度によって変化する。 µr = 1.
ろう付け材料の初期温度は20℃であった。材料の境界面における電気的および熱的接触は完全であると仮定した。誘導コイルのソース電流の周波数は350 kHzとした。ソース電流の値は600Aから700Aの範囲で定義した。温度20℃の空気への自由対流と放射によるろう付けチューブの冷却を考慮した。ろう付け部の表面温度に依存する複合熱伝達率を定義した。図 3 に、接合部の所要温度達成後のろう付け部品の温度分布を、印加電流値 誘導加熱コイル.600Aのソース電流で36秒という時間はかなり長いようである。700Aのソース電流による高速加熱は、Al 104ろう合金の溶融には十分ではない。この理由から、ろう付け時間が25~27.5秒になる620A~640A程度のソース電流が推奨される。
