
Strumenti per la brasatura a induzione dell'acciaio inossidabile
Descrizione
Strumenti di brasatura a induzione in acciaio inox con attrezzature di riscaldamento RF
Obiettivo della ricerca
Brasatura di tre giunti su un gruppo di getto per profilassi dentale con riscaldamento a induzione; per migliorare la costanza di rendimento e ridurre il tempo di ciclo.
Parti e materiali Descrizione
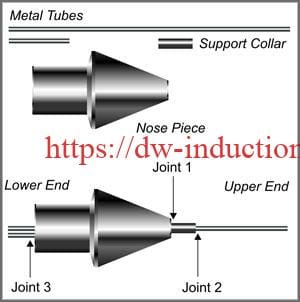
Naso da profilassi in acciaio inox, due tubi, collare di supporto del tubo, anelli in lega di saldobrasatura, flussante B1
Temperatura richiesta
1400°F
Apparecchiature di riscaldamento a induzione
DW-UHF-4,5kW Alimentazione per riscaldamento a induzione RF, induttore (bobina) appositamente progettato
Frequenza operativa
400 kHz
Procedura di riscaldamento
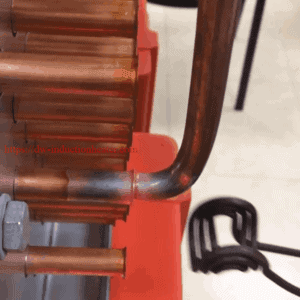
I test iniziali sono stati eseguiti per stabilire il tempo di riscaldamento e i profili di riscaldamento. Si è stabilito che un processo a due fasi avrebbe dato risultati ottimali. Per questa applicazione è stato utilizzato un induttore elicoidale a quattro giri, a doppio avvolgimento, appositamente progettato per fornire un calore uniforme alle aree di giunzione. I due tubi, il collare di supporto del tubo e l'ogiva sono stati assemblati e tenuti in posizione con un fissaggio temporaneo. Gli anelli di lega per brasatura sono stati posizionati e un sottile strato di flusso B1 è stato applicato all'intero gruppo. Nella prima fase del processo di riscaldamento, l'estremità superiore del tubo è stata posizionata nella zona di riscaldamento e l'alimentazione a induzione è stata fornita per 10 secondi. Nella seconda fase, il gruppo è stato invertito e l'estremità inferiore del gruppo è stata riscaldata per altri 10 secondi. Il gruppo è stato quindi rimosso, immerso in acqua calda per rimuovere il flusso e asciugato con aria calda.
Conclusione
Risultati coerenti e ripetibili sono stati ottenuti con l'alimentatore DW-UHF-4,5kW e cicli di riscaldamento di 10 secondi. Ogni giunto di brasatura è stato sigillato con un filetto uniforme.