Ricottura a induzione Estremità dell'albero
Descrizione
Ricottura a induzione dell'estremità dell'albero con sistema di riscaldamento a induzione ad alta frequenza
Obiettivo Ricottura dell'estremità di un albero di motore idraulico in acciaio prima della lavorazione
Materiale Asta di acciaio con diametro di .75" (19 mm), lunga 6" (152,4 mm) con una cava per la chiave all'estremità
Temperatura 1350 ºF (732 ºC)
Frequenza 300 kHz
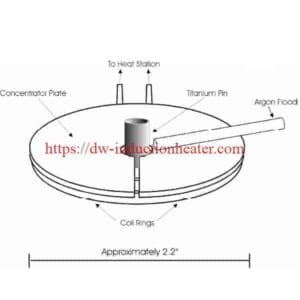
Apparecchiatura - Sistema di riscaldamento a induzione DW-UHF-10 kW, dotato di una testa di lavoro remota contenente un condensatore da 1,0 μF
- Una bobina di riscaldamento a induzione progettata e sviluppata appositamente per questa applicazione.
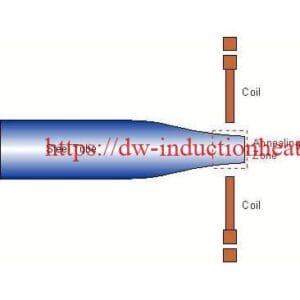
Processo Per la ricottura dell'albero motore viene utilizzata una bobina elicoidale a tre giri.
L'estremità dell'albero del motore viene inserita nella bobina e l'alimentazione viene applicata per 20 secondi per raggiungere i 1350 ºF (732 ºC) e rendere l'acciaio rovente.
Risultati/Benefici Il riscaldamento a induzione fornisce:
- Alta efficienza, basso costo energetico
- Posizionamento preciso e controllabile del calore per ricuocere solo l'area richiesta
- Processo di produzione più rapido
- Risultati coerenti