



Piastra in acciaio per la forgiatura con riscaldamento a induzione
Descrizione
Piastra in acciaio con riscaldamento a induzione per la forgiatura e la formatura a caldo
Piastra d'acciaio per la forgiatura con riscaldamento a induzione del metallo e la formatura a caldo sono eccellenti applicazioni del riscaldamento a induzione. Industriale Forgiatura a induzione e formatura a caldo I processi prevedono la piegatura o la sagomatura di una billetta o di un blumo di metallo dopo che questo è stato riscaldato a una temperatura in cui la sua resistenza alla deformazione è debole. Si possono utilizzare anche blocchi di materiali non ferrosi. 
Macchine per il riscaldamento a induzione o forni convenzionali per il processo di riscaldamento iniziale. Le billette possono essere trasportate attraverso l'induttore mediante uno spintore pneumatico o idraulico, un azionamento a rulli di trazione, un azionamento a trattore o una trave mobile. Per misurare la temperatura delle billette si utilizzano pirometri senza contatto.
Altre macchine, come le presse meccaniche a impatto, le piegatrici e le presse idrauliche per estrusione, vengono utilizzate per piegare o modellare il metallo.
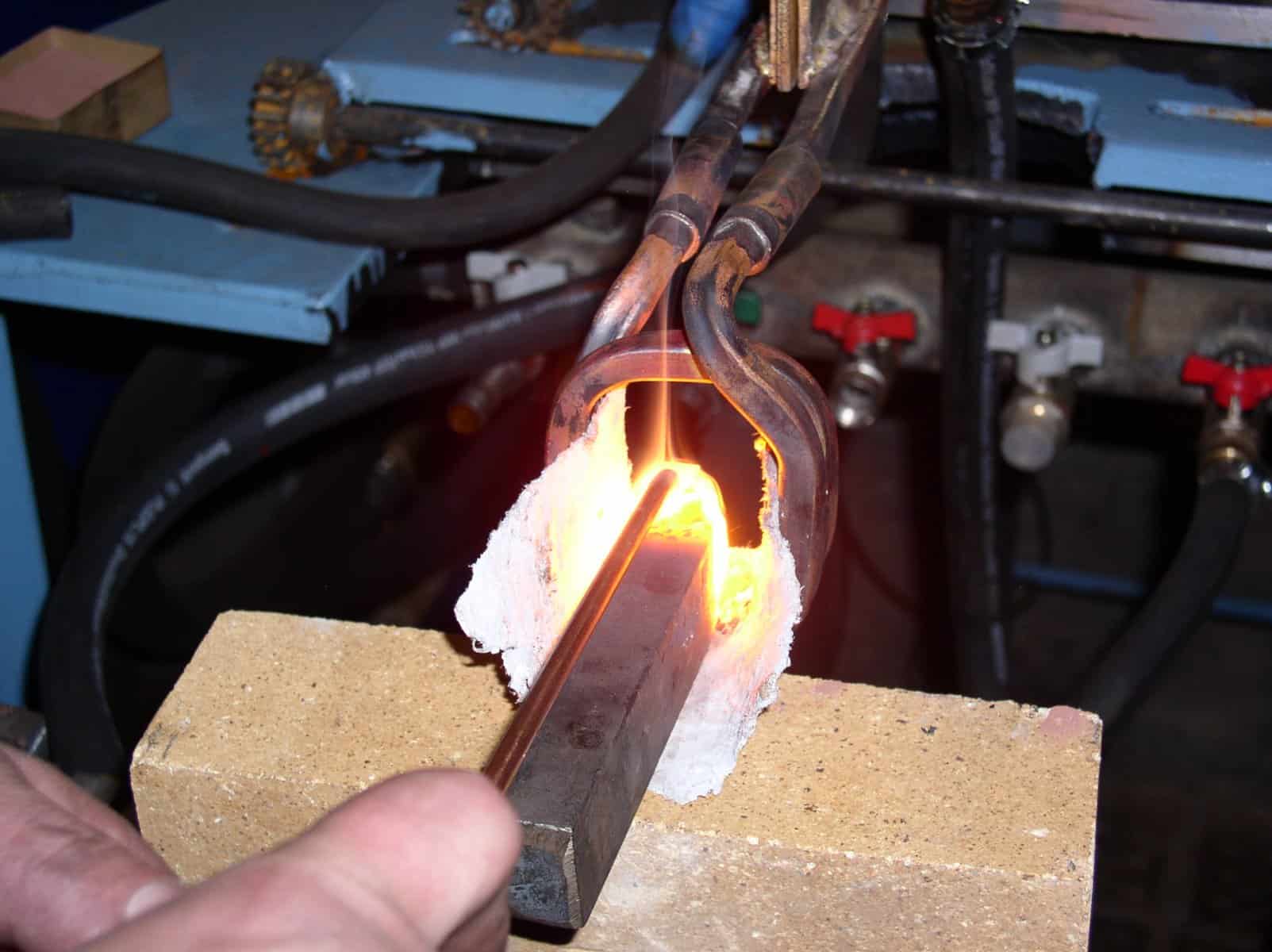
Obiettivo: Preriscaldare una piastra d'acciaio (3,9" x 7,5" x 0,75" / 100 mm x 190 mm x 19 mm) prima della forgiatura per creare una testa di zappa con l'obiettivo di aumentare la produzione rispetto al preriscaldamento con un forno a gas.
Materiale: Piastra in acciaio
Temperatura: 2192 ºF (1200 ºC)
Frequenza: 7 kHz
Apparecchiature di riscaldamento a induzione: DW-MF-125/100, 125 kW sistema di riscaldamento a induzione dotato di una stazione termica remota contenente tre condensatori da 26,8 μF.
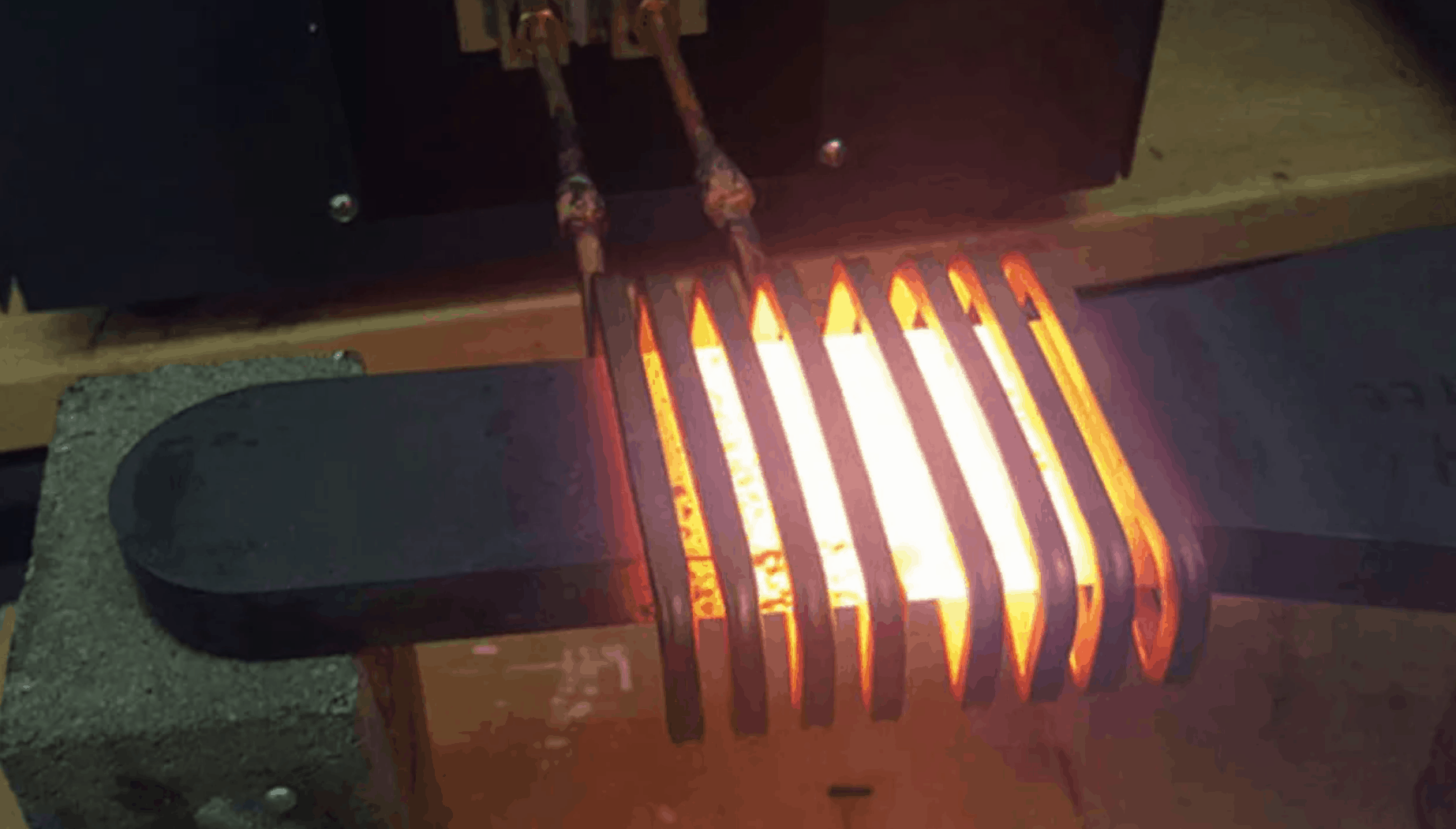
- Una bobina elicoidale a tre posizioni e multigiro progettata e sviluppata per generare il calore necessario per questa applicazione.
Processo La piastra di acciaio è stata inserita nella bobina elicoidale multigiro a tre posizioni e l'alimentazione è stata attivata. A 37 secondi è stata inserita una seconda piastra di acciaio inossidabile e a 75 secondi una terza piastra di acciaio inossidabile. A 115 secondi è stata raggiunta la temperatura desiderata per la prima parte e il processo è proseguito.
Dopo l'avvio, i pezzi possono essere riscaldati ogni 37 secondi a partire dalla sequenza di inserimento. Il tempo di ciclo totale è di 115
secondi, è possibile rimuovere un pezzo ogni 37 secondi, il che ha permesso all'induzione di raggiungere il tasso di produzione desiderato.
e ottenere notevoli vantaggi rispetto all'utilizzo di un forno a gas.

Risultati/Benefici
Tasso di produzione più elevato: Il processo ha raggiunto un tasso di produzione di 100 pezzi all'ora, mentre un forno a gas produceva 83 pezzi all'ora.
- Ripetibilità: Questo processo è ripetibile e può essere integrato in un processo di produzione.
- Precisione ed efficienza: Il riscaldamento è preciso ed efficiente, con il calore applicato solo alle piastre di acciaio.
Le temperature approssimative di formatura a caldo dei materiali industriali più comunemente utilizzati sono:
- Acciaio 1200º C - Ottone 750º C - Alluminio 550º C
Applicazioni di formatura a caldo a induzione totale
Le macchine per il riscaldamento a induzione sono comunemente utilizzate per riscaldare billette di acciaio, barre, blocchi di ottone e blocchi di titanio alla temperatura adeguata per la forgiatura e la formatura a caldo.

Applicazioni di formatura parziale
Il riscaldamento a induzione viene utilizzato anche per riscaldare parti come estremità di tubi, estremità di assi, parti di automobili e estremità di barre per processi di formatura parziale e forgiatura.
Il vantaggio del riscaldamento a induzione
Rispetto ai forni tradizionali, le macchine di riscaldamento a induzione per la forgiatura offrono notevoli vantaggi di processo e di qualità:
Tempi di riscaldamento molto più brevi, per ridurre al minimo incrostazioni e ossidazioni
Controllo della temperatura facile e preciso. Le parti con temperature al di fuori delle specifiche possono essere rilevate e rimosse.
Non si perde tempo ad aspettare che il forno raggiunga la temperatura richiesta.
Automatizzato macchine per il riscaldamento a induzione richiedono un lavoro manuale minimo
Il calore può essere indirizzato in un punto specifico, il che è molto importante per i pezzi con un'unica area di formatura.
Maggiore efficienza termica: il calore viene generato nel pezzo stesso e non deve essere riscaldato in una camera di grandi dimensioni.
Migliori condizioni di lavoro. L'unico calore presente nell'aria è quello delle parti stesse. Le condizioni di lavoro sono molto più piacevoli rispetto a quelle di un forno a combustibile.



