Incollaggio a induzione di gomma e acciaio
Descrizione
Incollaggio a induzione della gomma all'acciaio con sistema di riscaldamento ad alta frequenza
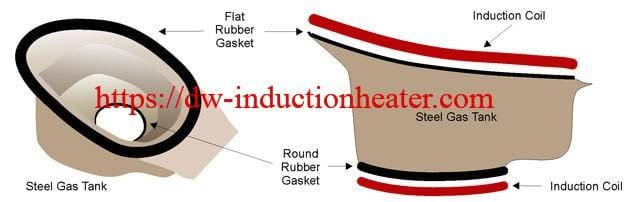
Obiettivo Incollare le guarnizioni di gomma alla parte superiore e inferiore di un serbatoio di gas in acciaio.
Materiale Guarnizioni in gomma piatte e rotonde, gruppo serbatoio gas in acciaio
Temperatura da 300 a 350°F (148,9-176,7°C)
Frequenza 200 kHz per la guarnizione piatta; 231 kHz per la guarnizione rotonda
Apparecchiatura - Sistema di riscaldamento a induzione DW-UHF-10kW dotato di una testa di lavoro remota contenente due condensatori da 1,25 μF per un totale di 0,625 μF
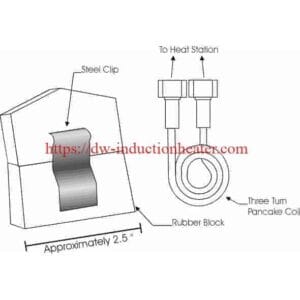
- Una bobina di riscaldamento a induzione progettata e sviluppata appositamente per questa applicazione.
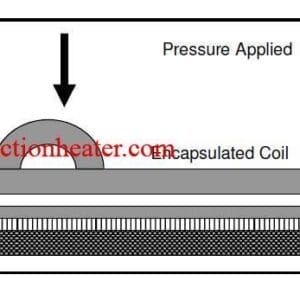
Processo Due bobine a due giri di pancake sono appositamente sagomate in base alla forma dell'assemblaggio in acciaio per produrre un calore uniforme nelle aree delle guarnizioni. Le guarnizioni vengono posizionate sulle aree di giunzione.
L'alimentazione viene applicata per 6,5 secondi per raggiungere la temperatura di incollaggio di 320°F (160°C).
Risultati/Benefici Il riscaldamento a induzione fornisce:
- Cicli di riscaldamento ripetibili, rapidi e accurati
- Riduzione dei tempi di processo
- Distribuzione uniforme del calore