Brasatura a induzione dell'acciaio inossidabile sull'ottone
Descrizione
Brasatura ad induzione dell'acciaio inossidabile all'ottone, rame con l'apparecchiatura di riscaldamento ad induzione
Obiettivo della ricerca
Per brasare una sede di valvola in acciaio inox a un dispositivo idraulico in ottone in atmosfera di ossigeno e migliorare l'affidabilità del montaggio.
Parti e materiali Descrizione
Valvola in acciaio inox, attacco idraulico in ottone filettato da 0,25" ID, flussante nero, anello di brasatura preformato
Temperatura richiesta
1325°F
Apparecchiature di riscaldamento a induzione
DW-UHF-6kW-III Alimentazione per riscaldamento a induzione RF, induttore elicoidale a due giri (bobina)
Frequenza operativa
300 kHz Riscaldamento
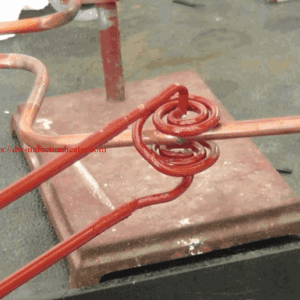
Procedura
I test sono stati eseguiti in un'atmosfera all'aria aperta. È stato utilizzato un induttore elicoidale a due giri appositamente progettato per fornire un riscaldamento ottimale all'area di giunzione del gruppo idraulico. I test iniziali sono stati condotti con i pezzi nudi e le vernici di rilevamento della temperatura per stabilire il tempo di raggiungimento della temperatura e i profili di riscaldamento. Successivamente, i pezzi sono stati posizionati con un gioco di giunzione compreso tra .002" e .003". La preforma dell'anello di brasatura è stata posizionata e il flusso nero è stato applicato all'assemblaggio. Il calore RF è stato applicato con l'alimentatore RF per 7 secondi per raggiungere la temperatura di brasatura di 1325 °F. A questa temperatura la lega di brasatura è fluita nel giunto e ha formato un forte legame.
Conclusione
Sono stati ottenuti risultati coerenti e ripetibili a 1325°F in 7 secondi. La brasatura scorreva bene. Brasatura a induzione produce un giunto forte e pulito, ideale per questo tipo di prodotti di consumo.