Raccordi termoretraibili a induzione per inserti con riscaldatore per raccordi termoretraibili IGBT
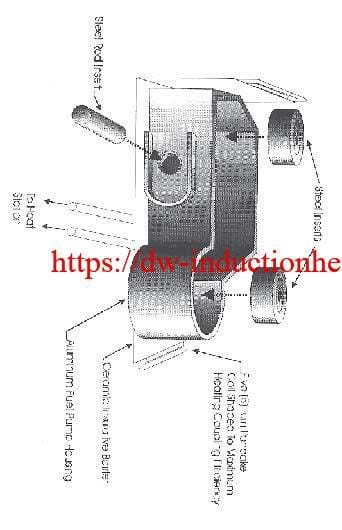
Obiettivo: Riscaldare un alloggiamento della pompa del carburante in alluminio di 8″ x 4 1/2″ x 3 1/2″ a 3750F, consentendo l'inserimento di parti in acciaio. Attualmente gli alloggiamenti vengono riscaldati per oltre un'ora in un forno a convezione. Le aree in cui devono essere inserite le parti in acciaio misurano 1,5″ e 0,6875″ di diametro. Inoltre, il processo di inserimento dura poco più di un minuto, quindi i 3750F devono essere mantenuti per un periodo di tempo di circa un'ora.
periodo di tempo per completare il processo.
Materiale: Alloggiamento della pompa in alluminio di 8″ x 4 1/2″ x 3 1/2″.
Parti di inserimento in acciaio.
Temperatura: 3750F
Applicazione: Utilizzando l'alimentatore a induzione a stato solido DW-HF- 25, con una potenza di 25 kW, sono stati ottenuti i seguenti risultati.
- 3750F è stata raggiunta in un (1) minuto per consentire l'inserimento.
- 20 alloggiamenti sono stati riscaldati con successo utilizzando una bobina pancake ad angolo retto a cinque (5) giri.
Apparecchiatura: Ameritherm SP 25, alimentatore a induzione a stato solido da 25 kW di potenza, comprendente una (1) stazione di calore remota contenente quattro (4) condensatori per un totale di 1,0 μF e una bobina a cinque (5) giri ad angolo retto in tubo di rame da 3/16″.
Frequenza: 80 kHz