Saldatura del filo dell'antenna della radio con riscaldatore a induzione ad alta frequenza IGBT
Obiettivo Riscaldare un gruppo antenna coassiale a 600°F in 2 secondi per un'applicazione di saldatura. L'obiettivo è migliorare la procedura esistente con un saldatore che richiedeva da 10 a 15 secondi.
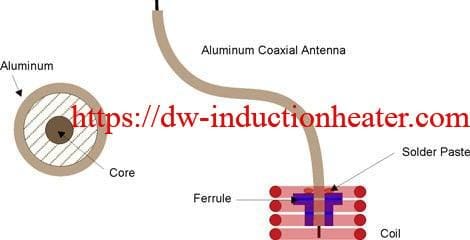
Materiale Gruppo antenna in alluminio diametro .250", ghiera in alluminio, pasta saldante, vernice indicatrice di temperatura
Temperatura 600°F
Frequenza 333 kHz
Apparecchiatura DW-UHF-4,5 kW di alimentazione, stazione di riscaldamento remota con un condensatore da 1,2 μF e una bobina a induzione appositamente progettata.
Processo I test iniziali sono stati condotti con vernice indicatrice di temperatura per stabilire un profilo di riscaldamento e determinare il tempo di raggiungimento della temperatura. La pasta saldante è stata poi applicata al gruppo antenna e alla ghiera di alluminio. L'alimentazione a radiofrequenza è stata applicata per due secondi per riscaldare e far fluire il giunto di saldatura.
Risultati Sono stati ottenuti risultati coerenti e ripetibili entro il tempo richiesto di due secondi. Un esame ravvicinato del giunto di saldatura ha indicato che la saldatura scorreva bene e formava un buon giunto solido.