
Soudage par induction à haute fréquence Solutions pour tubes et tuyaux
Qu'est-ce que le soudage par induction ?
 Avec le soudage par induction, la chaleur est induite électromagnétiquement dans la pièce. La vitesse et la précision du soudage par induction en font un procédé idéal pour le soudage des bords des tubes et des tuyaux. Dans ce processus, les tubes passent à grande vitesse devant une bobine d'induction. Ce faisant, leurs bords sont chauffés, puis serrés l'un contre l'autre pour former un cordon de soudure longitudinal. Le soudage par induction est particulièrement adapté à la production en grande série. Les soudeurs par induction peuvent également être équipés de têtes de contact, ce qui en fait des systèmes de soudage à double usage.
Avec le soudage par induction, la chaleur est induite électromagnétiquement dans la pièce. La vitesse et la précision du soudage par induction en font un procédé idéal pour le soudage des bords des tubes et des tuyaux. Dans ce processus, les tubes passent à grande vitesse devant une bobine d'induction. Ce faisant, leurs bords sont chauffés, puis serrés l'un contre l'autre pour former un cordon de soudure longitudinal. Le soudage par induction est particulièrement adapté à la production en grande série. Les soudeurs par induction peuvent également être équipés de têtes de contact, ce qui en fait des systèmes de soudage à double usage.
Quels sont les avantages du soudage par induction ?
 Le soudage longitudinal automatisé par induction est un processus fiable et à haut rendement. La faible consommation d'énergie et l'efficacité élevée des Systèmes de soudage par induction HLQ réduisent les coûts. Leur contrôlabilité et leur répétabilité minimisent les rebuts. Nos systèmes sont également flexibles - l'adaptation automatique de la charge garantit une puissance de sortie totale sur une large gamme de tailles de tubes. Enfin, leur faible encombrement les rend faciles à intégrer ou à moderniser dans les lignes de production.
Le soudage longitudinal automatisé par induction est un processus fiable et à haut rendement. La faible consommation d'énergie et l'efficacité élevée des Systèmes de soudage par induction HLQ réduisent les coûts. Leur contrôlabilité et leur répétabilité minimisent les rebuts. Nos systèmes sont également flexibles - l'adaptation automatique de la charge garantit une puissance de sortie totale sur une large gamme de tailles de tubes. Enfin, leur faible encombrement les rend faciles à intégrer ou à moderniser dans les lignes de production.
Où le soudage par induction est-il utilisé ?
Le soudage par induction est utilisé dans l'industrie des tubes et tuyaux pour le soudage longitudinal de l'acier inoxydable (magnétique et non magnétique), de l'aluminium, des aciers à faible teneur en carbone et des aciers faiblement alliés à haute résistance (HSLA), ainsi que de nombreux autres matériaux conducteurs.
 Soudage par induction à haute fréquence
Soudage par induction à haute fréquence
Dans le procédé de soudage de tubes par induction à haute fréquence, un courant à haute fréquence est induit dans le tube à joint ouvert par une bobine d'induction située en amont du point de soudure, comme le montre la figure 1-1. Les bords du tube sont espacés lorsqu'ils traversent la bobine, formant une veine ouverte dont le sommet est légèrement en avant du point de soudure. La bobine n'est pas en contact avec le tube.
Fig 1-1
La bobine agit comme le primaire d'un transformateur à haute fréquence, et le tube à joint ouvert agit comme un secondaire à un tour. Comme dans les applications générales de chauffage par induction, le chemin du courant induit dans la pièce tend à se conformer à la forme de la bobine d'induction. La majeure partie du courant induit termine son parcours autour de la bande formée en s'écoulant le long des bords et en se concentrant autour du sommet de l'ouverture en forme de veau dans la bande.
La densité de courant à haute fréquence est la plus élevée dans les arêtes proches de l'apex et dans l'apex lui-même. Un chauffage rapide se produit, ce qui fait que les bords sont à la température de soudage lorsqu'ils arrivent à l'apex. Les rouleaux de pression poussent les bords chauffés l'un contre l'autre, complétant ainsi la soudure.
C'est la haute fréquence du courant de soudage qui est responsable de l'échauffement concentré le long des bords de la bande. Cela présente un autre avantage, à savoir que seule une très petite partie du courant total se retrouve à l'arrière de la bande formée. À moins que le diamètre du tube ne soit très faible par rapport à la longueur de la veine, le courant préfère le chemin utile le long des bords du tube formant la veine.
Effet sur la peau
Le processus de soudage HF dépend de deux phénomènes associés au courant HF : l'effet de peau et l'effet de proximité.
L'effet de peau est la tendance du courant HF à se concentrer à la surface d'un conducteur.
Ceci est illustré par la figure 1-3, qui montre un courant HF circulant dans des conducteurs isolés de différentes formes. Pratiquement tout le courant circule dans une peau peu profonde près de la surface.
Effet de proximité
Le deuxième phénomène électrique important dans le processus de soudage HF est l'effet de proximité. Il s'agit de la tendance du courant HF dans une paire de conducteurs aller/retour à se concentrer dans les parties des surfaces des conducteurs qui sont les plus proches l'une de l'autre. Ce phénomène est illustré dans les figures 1-4 à 1-6 pour des sections transversales et des espacements de conducteurs ronds et carrés.
Le principe physique de l'effet de proximité repose sur le fait que le champ magnétique entourant les conducteurs aller/retour est plus concentré dans l'espace étroit qui les sépare qu'il ne l'est ailleurs (figure 1-2). Les lignes de force magnétiques ont moins de place et sont plus proches les unes des autres. Il s'ensuit que l'effet de proximité est plus fort lorsque les conducteurs sont plus proches les uns des autres. Il est également plus fort lorsque les côtés qui se font face sont plus larges.
Fig. 1-2
Fig. 1-3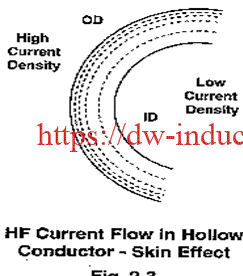
La figure 1-6 illustre l'effet de l'inclinaison de deux conducteurs rectangulaires aller/retour très rapprochés l'un de l'autre. La concentration de courant HF est la plus importante dans les coins les plus proches et diminue progressivement le long des faces divergentes.
 Fig. 1-4
Fig. 1-4
 Fig. 1-5
Fig. 1-5
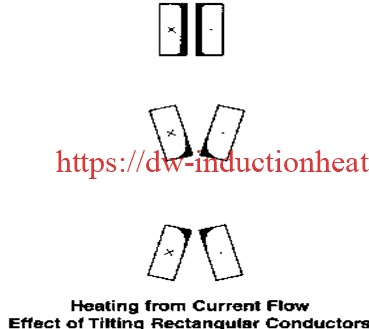 Fig. 1-6
Fig. 1-6
Interrelations électriques et mécaniques
Deux domaines généraux doivent être optimisés afin d'obtenir les meilleures conditions électriques :
- La première consiste à faire tout ce qui est possible pour encourager la plus grande partie possible du courant HF total à circuler sur le chemin utile dans le vé.
- La seconde est de tout mettre en œuvre pour que les bords soient parallèles dans la veine afin que le chauffage soit uniforme de l'intérieur vers l'extérieur.
L'objectif (1) dépend clairement de facteurs électriques tels que la conception et l'emplacement des contacts de soudage ou de la bobine et d'un dispositif de blocage du courant monté à l'intérieur du tube. La conception est influencée par l'espace physique disponible sur le laminoir, ainsi que par la disposition et la taille des rouleaux de soudure. L'utilisation d'un mandrin pour le scarfage ou le laminage intérieur a une incidence sur le dispositif d'entrave. En outre, l'objectif (1) dépend des dimensions de la veine et de l'angle d'ouverture. Par conséquent, même si l'objectif (1) est essentiellement électrique, il est étroitement lié à la mécanique du laminoir.
L'objectif (2) dépend entièrement de facteurs mécaniques, tels que la forme du tube ouvert et l'état des bords de la bande. Ces facteurs peuvent être influencés par ce qui se passe dans les passes d'arrêt du laminoir et même au niveau de la refendeuse.
Le soudage HF est un procédé électromécanique : Le générateur fournit de la chaleur aux bords, mais ce sont les rouleaux presseurs qui réalisent la soudure. Si les bords atteignent la température appropriée et que vous avez toujours des soudures défectueuses, il y a de fortes chances que le problème se situe au niveau de l'installation du laminoir ou du matériau.
Facteurs mécaniques spécifiques
En dernière analyse, ce qui se passe dans la veine est très important. Tout ce qui s'y passe peut avoir un effet (bon ou mauvais) sur la qualité et la vitesse de la soudure. Voici quelques-uns des facteurs à prendre en compte dans la veine :
- La longueur de la veine
- Le degré d'ouverture (angle de vee)
- A quelle distance de l'axe du rouleau de soudure les bords de la bande commencent-ils à se toucher ?
- Forme et état des bords de bande dans le vee
- La façon dont les bords de la bande se rejoignent - que ce soit simultanément sur toute leur épaisseur - ou d'abord à l'extérieur - ou à l'intérieur - ou à travers une bavure ou une lamelle.
- La forme de la bande formée dans le vee
- La constance de toutes les dimensions du veau, y compris la longueur, l'angle d'ouverture, la hauteur des bords, l'épaisseur des bords.
- La position des contacts de soudage ou de la bobine
- L'enregistrement des bords de la bande l'un par rapport à l'autre lorsqu'ils se rejoignent
- La quantité de matière extraite (largeur de la bande)
- De combien le tube ou le tuyau doit-il être surdimensionné pour le dimensionnement ?
- La quantité d'eau ou de liquide de refroidissement du broyeur qui se déverse dans la veine, et sa vitesse d'impact.
- Propreté du liquide de refroidissement
- Propreté de la bande
- Présence de corps étrangers, tels que tartre, copeaux, éclats, inclusions
- L'écaille d'acier provient-elle d'un acier bordé ou tué ?
- Qu'il s'agisse de souder dans le bord d'un acier cerclé ou d'un skelp à fentes multiples, il n'y a pas de problème.
- Qualité de l'écorce - qu'il s'agisse d'acier laminé ou d'acier présentant des filaments et des inclusions excessifs (acier "sale").
- Dureté et propriétés physiques du matériau de la bande (qui influencent le retour élastique et la pression d'écrasement nécessaires)
- Uniformité de la vitesse de rotation du broyeur
- Qualité du découpage
Il est évident qu'une grande partie de ce qui se passe dans la vee est le résultat de ce qui s'est déjà passé - soit dans le moulin lui-même, soit avant même que la bande ou le skelp n'entre dans le moulin.
 Fig. 1-7
Fig. 1-7
 Fig. 1-8
Fig. 1-8
Le Vee à haute fréquence
L'objectif de cette section est de décrire les conditions idéales dans la veine. Il a été démontré que des bords parallèles permettent un chauffage uniforme entre l'intérieur et l'extérieur. D'autres raisons de maintenir les bords aussi parallèles que possible seront données dans cette section. D'autres caractéristiques des veines, telles que l'emplacement du sommet, l'angle d'ouverture et la stabilité pendant le fonctionnement, seront discutées.
Les sections suivantes donneront des recommandations spécifiques basées sur l'expérience du terrain pour obtenir les conditions souhaitables pour les veaux.
Apex aussi proche que possible du point de soudure
La figure 2-1 montre que le point où les bords se rejoignent (c'est-à-dire l'apex) se situe quelque peu en amont de l'axe du rouleau de pression. Cela s'explique par le fait qu'une petite quantité de matériau est expulsée pendant le soudage. L'apex complète le circuit électrique, et le courant HF provenant d'un bord fait demi-tour et repart le long de l'autre bord.
Dans l'espace entre l'apex et l'axe du rouleau de pression, il n'y a pas d'échauffement supplémentaire car il n'y a pas de courant qui circule, et la chaleur se dissipe rapidement en raison du gradient de température élevé entre les bords chauds et le reste du tube. Il est donc important que l'apex soit aussi proche que possible de l'axe du rouleau de soudure afin que la température reste suffisamment élevée pour réaliser une bonne soudure lorsque la pression est appliquée.
Cette dissipation rapide de la chaleur est responsable du fait que lorsque la puissance HF est doublée, la vitesse atteignable fait plus que doubler. La vitesse plus élevée résultant de la puissance plus élevée donne moins de temps à la chaleur pour être évacuée. Une plus grande partie de la chaleur qui se développe électriquement dans les bords devient utile, et le rendement augmente.
Degré d'ouverture du Vee
Le fait de maintenir le sommet aussi près que possible de l'axe de pression de la soudure implique que l'ouverture du chanfrein doit être aussi large que possible, mais il y a des limites pratiques. La première est la capacité physique du laminoir à maintenir les bords ouverts sans plisser ou endommager les bords. La seconde est la réduction de l'effet de proximité entre les deux bords lorsqu'ils sont plus éloignés l'un de l'autre. Toutefois, une ouverture trop faible du chanfrein peut favoriser le pré-perçage et la fermeture prématurée du chanfrein, ce qui entraîne des défauts de soudure.
D'après l'expérience acquise sur le terrain, l'ouverture du chanfrein est généralement satisfaisante si l'espace entre les bords en un point situé à 2,0″ en amont de l'axe du rouleau de soudure est compris entre 0,080″(2 mm) et 0,200″(5 mm), ce qui donne un angle compris entre 2° et 5° pour l'acier au carbone. Un angle plus important est souhaitable pour l'acier inoxydable et les métaux non ferreux.
Ouverture recommandée de l'étrier
 Fig. 2-1
Fig. 2-1
 Fig. 2-2
Fig. 2-2
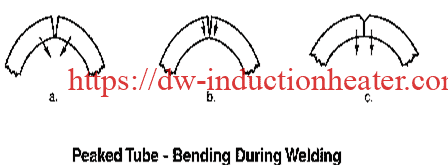 Fig. 2-3
Fig. 2-3
Les bords parallèles évitent le double Vee
La figure 2-2 montre que si les bords intérieurs se rejoignent en premier, il y a deux veines - l'une à l'extérieur avec son sommet en A - l'autre à l'intérieur avec son sommet en B. La veine extérieure est plus longue et son sommet est plus proche de l'axe de la roulette de pression.
Dans la figure 2-2, le courant HF préfère la veine intérieure parce que les bords sont plus proches. Le courant se retourne en B. Entre B et le point de soudure, il n'y a pas de chauffage et les bords se refroidissent rapidement. Il est donc nécessaire de surchauffer le tube en augmentant la puissance ou en diminuant la vitesse pour que la température au point de soudure soit suffisamment élevée pour obtenir une soudure satisfaisante. Ce problème est encore aggravé par le fait que les bords intérieurs auront été chauffés plus chaudement que l'extérieur.
Dans les cas extrêmes, le double chanfrein peut provoquer des gouttes à l'intérieur et une soudure froide à l'extérieur. Tout cela serait évité si les bords étaient parallèles.
Les bords parallèles réduisent les inclusions
L'un des principaux avantages du soudage HF réside dans le fait qu'une fine peau est fondue sur la face des bords. Cela permet d'expulser les oxydes et autres matériaux indésirables, ce qui donne une soudure propre et de haute qualité. Avec des bords parallèles, les oxydes sont expulsés dans les deux sens. Il n'y a pas d'obstacle et les oxydes n'ont pas à parcourir une distance supérieure à la moitié de l'épaisseur de la paroi.
Si les bords intérieurs se rejoignent en premier, il est plus difficile d'extraire les oxydes. Dans la figure 2-2, il y a un creux entre le sommet A et le sommet B qui agit comme un creuset pour contenir des matières étrangères. Ce matériau flotte sur l'acier fondu près des bords intérieurs chauds. Pendant qu'il est pressé après avoir passé l'apex A, il ne peut pas passer complètement les bords extérieurs plus froids et peut être piégé dans l'interface de la soudure, formant des inclusions indésirables.
Dans de nombreux cas, les défauts de soudure, dus à des inclusions près de l'extérieur, ont été attribués à un rapprochement trop rapide des bords intérieurs (tube en pointe). La solution consiste simplement à modifier le formage de manière à ce que les bords soient parallèles. Ne pas le faire peut empêcher l'utilisation de l'un des avantages les plus importants du soudage HF.
Les bords parallèles réduisent le mouvement relatif
La figure 2-3 montre une série de coupes transversales qui auraient pu être prises entre B et A sur la figure 2-2. Lorsque les bords intérieurs d'un tube à pic entrent en contact l'un avec l'autre, ils se collent l'un à l'autre (Fig. 2-3a). Peu après (Fig. 2-3b), la partie collée subit une flexion. Les angles extérieurs se rejoignent comme si les bords étaient articulés à l'intérieur (Fig. 2-3c).
Cette flexion de la partie interne de la paroi pendant le soudage est moins dommageable lors du soudage de l'acier que lors du soudage de matériaux tels que l'aluminium. L'acier a une plage de température plastique plus large. Empêcher ce type de mouvement relatif améliore la qualité de la soudure. Pour ce faire, les bords doivent rester parallèles.
Les bords parallèles réduisent le temps de soudage
Si l'on se réfère à nouveau à la figure 2-3, le processus de soudage se déroule de B jusqu'à l'axe du rouleau de soudure. C'est à cet axe que la pression maximale est finalement exercée et que la soudure est terminée.
En revanche, lorsque les bords se rejoignent parallèlement, ils ne commencent à se toucher que lorsqu'ils atteignent au moins le point A. Presque immédiatement, la pression maximale est appliquée. Les bords parallèles peuvent réduire le temps de soudage de 2,5 à 1, voire plus.
L'assemblage parallèle des bords utilise ce que les forgerons ont toujours su faire : battre le fer tant qu'il est chaud !
Le Vee en tant que charge électrique sur le générateur
Dans le procédé HF, lorsque les impédances et les guides de couture sont utilisés comme recommandé, le chemin utile le long des bords du voile comprend le circuit de charge totale qui est placé sur le générateur haute fréquence. Le courant tiré du générateur par le pli dépend de l'impédance électrique du pli. Cette impédance, à son tour, dépend des dimensions du vé. Lorsque le faisceau est allongé (contacts ou bobine reculés), l'impédance augmente et le courant a tendance à diminuer. En outre, le courant réduit doit maintenant chauffer plus de métal (en raison de l'allongement de la veine), et il faut donc plus de puissance pour ramener la zone de soudage à la température de soudage. Lorsque l'épaisseur de la paroi augmente, l'impédance diminue et le courant a tendance à augmenter. Il est nécessaire que l'impédance du fil soit raisonnablement proche de la valeur de conception si l'on veut tirer la pleine puissance du générateur de haute fréquence. Comme le filament d'une ampoule électrique, la puissance absorbée dépend de la résistance et de la tension appliquée, et non de la taille de la centrale.
Pour des raisons électriques, il est donc nécessaire que les dimensions des veines soient conformes aux recommandations, en particulier lorsque l'on souhaite obtenir la pleine puissance du générateur HF.
Outillage de formage
Le formage affecte la qualité des soudures
Comme nous l'avons déjà expliqué, le succès du soudage HF dépend de la capacité de la section de formage à fournir des bords réguliers, sans bavures et parallèles à la veine. Nous n'essayons pas de recommander un outillage détaillé pour chaque marque et chaque taille de laminoir, mais nous suggérons quelques idées concernant les principes généraux. Lorsque les raisons sont comprises, le reste est un travail simple pour les concepteurs de cylindres. Un outillage de formage correct améliore la qualité des soudures et facilite le travail de l'opérateur.
Rupture d'arête recommandée
Nous recommandons de casser les bords droits ou modifiés. Cela permet d'obtenir le rayon final de la partie supérieure du tube en une ou deux passes. Parfois, les tubes à paroi mince sont surformés pour tenir compte du retour élastique. Il est préférable de ne pas compter sur les passes d'ailettes pour former ce rayon. Elles ne peuvent pas surformer sans endommager les bords de sorte qu'ils ne sortent pas parallèles. La raison de cette recommandation est que les bords seront parallèles avant d'arriver aux rouleaux de soudure, c'est-à-dire dans le coude. Cela diffère de la pratique habituelle du soudage à l'arc électrique, où de grandes électrodes circulaires doivent servir de dispositifs de contact à courant élevé et en même temps de rouleaux pour former les bords vers le bas.
Rupture d'arête contre rupture de centre
Les partisans de la rupture au centre affirment que les cylindres à rupture au centre peuvent traiter une gamme de dimensions, ce qui réduit les stocks d'outillage et les temps d'arrêt liés au changement de cylindres. Il s'agit d'un argument économique valable dans le cas d'une grande usine où les cylindres sont volumineux et coûteux. Toutefois, cet avantage est en partie annulé par le fait qu'ils ont souvent besoin de rouleaux latéraux ou d'une série de rouleaux plats après le dernier passage de l'ailette pour maintenir les bords bas. Jusqu'à un diamètre extérieur d'au moins 6 ou 8″, il est plus avantageux de casser les bords.
Cela est vrai en dépit du fait qu'il est souhaitable d'utiliser des cylindres de découpage supérieurs différents pour les parois épaisses et pour les parois minces. La figure 3-1a montre qu'un rouleau supérieur conçu pour des parois minces ne laisse pas assez de place sur les côtés pour les parois plus épaisses. Si vous essayez de contourner ce problème en utilisant un rouleau supérieur suffisamment étroit pour la bande la plus épaisse sur une large gamme d'épaisseurs, vous aurez des problèmes à l'extrémité fine de la gamme, comme le suggère la figure 3-1b. Les côtés de la bande ne seront pas contenus et la rupture des bords ne sera pas complète. Le cordon de soudure roulera alors d'un côté à l'autre dans les rouleaux de soudure, ce qui n'est pas souhaitable pour un bon soudage.
Une autre méthode parfois utilisée, mais que nous ne recommandons pas pour les petits moulins, consiste à utiliser un rouleau inférieur construit avec des entretoises au centre. Une entretoise centrale plus fine et une entretoise arrière plus épaisse sont utilisées lors de l'utilisation de parois minces. La conception des cylindres pour cette méthode est au mieux un compromis. La figure 3-1c montre ce qui se passe lorsque le rouleau supérieur est conçu pour une paroi épaisse et que le rouleau inférieur est rétréci en remplaçant les entretoises afin d'obtenir une paroi mince. La bande est pincée près des bords mais est lâche au centre. Cela tend à provoquer une instabilité le long du laminoir, y compris dans la veine de soudure.
Un autre argument est que la rupture des bords peut provoquer un flambage. Ce n'est pas le cas lorsque la section de transition est correctement outillée et ajustée et que le formage est correctement réparti le long du laminoir.
Les développements récents en matière de technologie de formage des cages contrôlées par ordinateur garantissent des bords plats et parallèles et des temps de changement rapides.
D'après notre expérience, l'effort supplémentaire que représente l'utilisation d'un casse-bordures approprié est récompensé par une production fiable, cohérente, facile à utiliser et de haute qualité.
Fin Passes Compatibles
La progression des passages d'ailettes doit conduire en douceur à la dernière forme de passage d'ailettes recommandée précédemment. Chaque passe d'ailettes doit effectuer à peu près la même quantité de travail. Cela permet d'éviter d'endommager les bords lors d'une passe d'ailettes trop travaillée.
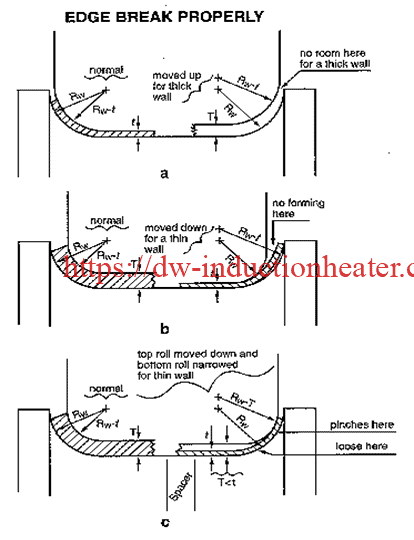 Fig. 3-1
Fig. 3-1
Rouleaux de soudure
Corrélation entre les rouleaux de soudure et les rouleaux de dernière ailette
L'obtention de bords parallèles dans le vee nécessite une corrélation de la conception des rouleaux de la dernière passe d'ailettes et des rouleaux de soudure. Le guide de couture et les rouleaux latéraux éventuellement utilisés dans cette zone ne servent qu'à guider. Cette section décrit certains modèles de rouleaux de soudure qui ont donné d'excellents résultats dans de nombreuses installations et décrit un modèle de dernier passage d'ailette correspondant à ces modèles de rouleaux de soudure.
La seule fonction des rouleaux de soudure dans le soudage HF est de forcer les bords chauffés à s'assembler avec une pression suffisante pour obtenir une bonne soudure. La conception du rouleau à ailettes doit permettre d'obtenir une palette complètement formée (y compris le rayon près des bords), mais ouverte sur le dessus aux rouleaux de soudure. L'ouverture est obtenue comme si un tube complètement fermé avait été constitué de deux moitiés reliées par une charnière de piano en bas et simplement écartées en haut (Fig. 4-1). Cette conception des rouleaux d'ailettes permet d'obtenir ce résultat sans concavité indésirable à la base.
Arrangement à deux rouleaux
Les rouleaux de soudure doivent être capables de fermer le tube avec une pression suffisante pour renverser les bords, même lorsque la soudeuse est arrêtée et que les bords sont froids. Cela nécessite de grandes composantes horizontales de la force, comme le suggèrent les flèches de la figure 4-1. Un moyen simple et direct d'obtenir ces forces est d'utiliser deux rouleaux latéraux, comme le suggère la figure 4-2.
Une boîte à deux rouleaux est relativement économique à construire. Il n'y a qu'une seule vis à régler au cours d'un tirage. Elle est filetée à droite et à gauche et permet aux deux cylindres d'entrer et de sortir ensemble. Cet arrangement est largement utilisé pour les petits diamètres et les parois minces. La construction à deux rouleaux présente l'avantage important de permettre l'utilisation de la forme ovale et plate de la gorge du rouleau de soudure qui a été développée par THERMATOOL pour assurer le parallélisme des bords du tube.
Dans certaines circonstances, la disposition à deux cylindres peut avoir tendance à provoquer des marques de tourbillon sur le tube. Ce phénomène est souvent dû à un mauvais formage, qui oblige les bords du rouleau à exercer une pression supérieure à la normale. Des marques de tourbillon peuvent également apparaître avec des matériaux à haute résistance, qui nécessitent une pression de soudage élevée. Un nettoyage fréquent des bords du rouleau à l'aide d'une roue à lamelles ou d'une meule permet de minimiser les marques.
Le fait de meuler les rouleaux en mouvement permet de minimiser le risque de surmeuler ou d'entailler le rouleau, mais il convient de faire preuve d'une extrême prudence lors de cette opération. Il faut toujours avoir quelqu'un près de l'arrêt d'urgence en cas d'urgence.
 Fig. 4-1
Fig. 4-1
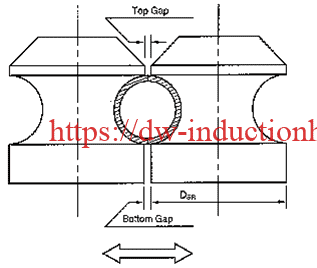 Fig. 4-2
Fig. 4-2
Arrangement à trois rouleaux
De nombreux exploitants de broyeurs préfèrent la disposition à trois rouleaux illustrée à la figure 4-3 pour les petits tubes (jusqu'à environ 4-1/2″O.D.). Son principal avantage par rapport à la disposition à deux rouleaux est que les marques de tourbillon sont pratiquement éliminées. Il permet également de corriger le repérage des bords en cas de besoin.
Les trois rouleaux, espacés de 120 degrés, sont montés dans des chapes sur un mandrin à trois mâchoires robuste. Ils peuvent être réglés ensemble à l'aide de la vis du mandrin. Le mandrin est monté sur une plaque arrière robuste et réglable. Le premier réglage est effectué avec les trois rouleaux fermés hermétiquement sur un bouchon usiné. La plaque arrière est réglée verticalement et latéralement de manière à aligner précisément le rouleau inférieur avec la hauteur de passage du laminoir et avec l'axe du laminoir. La plaque arrière est ensuite solidement verrouillée et ne nécessite plus aucun réglage jusqu'au prochain changement de rouleau.
Les chapes qui maintiennent les deux rouleaux supérieurs sont montées sur des glissières radiales munies de vis de réglage. L'un ou l'autre de ces deux rouleaux peut être réglé individuellement. Ce réglage s'ajoute au réglage commun des trois rouleaux par le mandrin à rouleaux.
Deux rouleaux - Conception des rouleaux
Pour un tube d'un diamètre extérieur inférieur à 1,0 environ et une boîte à deux rouleaux, la forme recommandée est illustrée à la figure 4-4. Il s'agit de la forme optimale. Elle donne la meilleure qualité de soudure et la vitesse de soudage la plus élevée. Au-delà d'un diamètre extérieur d'environ 1,0, le décalage de 0,020 devient insignifiant et peut être omis, chaque rouleau étant meulé à partir d'un centre commun.
Trois rouleaux - Conception des rouleaux
Les gorges de soudure à trois rouleaux sont généralement rectifiées en rond, avec un diamètre DW égal au diamètre du tube fini D plus la surépaisseur de dimensionnement a
RW = DW/2
Comme pour la boîte à deux rouleaux, utilisez la Fig. 4-5 comme guide pour choisir le diamètre du rouleau. L'espace supérieur doit être de 0,050 ou égal à la paroi la plus fine à traiter, la valeur la plus élevée étant retenue. Les deux autres écarts doivent être de 0,060 au maximum, voire de 0,020 pour les parois très minces. La même recommandation concernant la précision que pour la boîte à deux rouleaux s'applique ici.
 Fig. 4-3
Fig. 4-3
 Fig. 4-4
Fig. 4-4
 Fig. 4-5
Fig. 4-5
LE DERNIER PASSAGE DE L'AILERON
Objectifs de la conception
La forme recommandée pour la dernière passe d'aileron a été choisie en fonction de plusieurs objectifs :
- Présenter le tube aux rouleaux de soudure avec le rayon du bord formé
- Pour avoir des bords parallèles à travers le vee
- Pour assurer une ouverture satisfaisante du vee
- Pour être compatible avec la conception du rouleau de soudure recommandée précédemment
- Être simple à broyer.
Last Fin Pass Shape
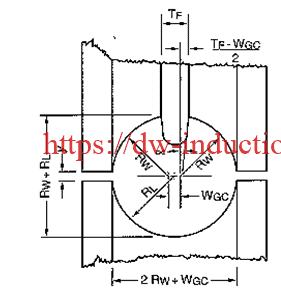
La forme recommandée est illustrée à la figure 4-6. Le rouleau inférieur a un rayon constant à partir d'un centre unique. Chacune des deux moitiés du rouleau supérieur a également un rayon constant. Cependant, le rayon du rouleau supérieur RW n'est pas égal au rayon du rouleau inférieur RL et les centres à partir desquels les rayons supérieurs sont rectifiés sont décalés latéralement d'une distance WGC. L'ailette elle-même est conique.
Critères de conception
Les dimensions sont fixées par les cinq critères suivants :
- Les rayons de meulage supérieurs sont les mêmes que le rayon de meulage du rouleau de soudure RW.
- La circonférence GF est plus grande que la circonférence GW dans les rouleaux de soudure d'un montant égal à la surépaisseur d'écrasement S.
- L'épaisseur de l'ailette TF est telle que l'ouverture entre les bords est conforme à la figure 2-1.
- L'angle de conicité a de l'ailette est tel que les bords du tube sont perpendiculaires à la tangente.
- L'espace y entre les brides supérieures et inférieures du rouleau est choisi pour contenir la bande sans marquage tout en assurant un certain degré d'ajustement du fonctionnement.

Caractéristiques techniques du générateur de soudage par induction à haute fréquence :
| Machine à souder par induction à haute fréquence pour tubes et tuyaux (MOSFET) | ||||||
| Modèle | GPWP-60 | GPWP-100 | GPWP-150 | GPWP-200 | GPWP-250 | GPWP-300 |
| Puissance d'entrée | 60KW | 100KW | 150KW | 200KW | 250KW | 300KW |
| Tension d'entrée | 3Phases, 380/400/480V | |||||
| Tension continue | 0-250V | |||||
| Courant continu | 0-300A | 0-500A | 800A | 1000A | 1250A | 1500A |
| Fréquence | 200-500KHz | |||||
| Efficacité de la production | 85%-95% | |||||
| Facteur de puissance | Pleine charge>0,88 | |||||
| Pression de l'eau de refroidissement | >0,3MPa | |||||
| Débit d'eau de refroidissement | >60L/min | >83L/min | >114L/min | >114L/min | >160L/min | >160L/min |
| Température de l'eau à l'entrée | <35°C | |||||
 Véritable technologie de réglage de la puissance IGBT à l'état solide et de contrôle du courant variable, utilisant un système unique de commutation douce IGBT à haute fréquence et un filtrage amorphe pour la régulation de la puissance, un contrôle d'onduleur IGBT à commutation douce rapide et précis, pour réaliser des applications de produits de 100-800KHZ/3 -300KW.
Véritable technologie de réglage de la puissance IGBT à l'état solide et de contrôle du courant variable, utilisant un système unique de commutation douce IGBT à haute fréquence et un filtrage amorphe pour la régulation de la puissance, un contrôle d'onduleur IGBT à commutation douce rapide et précis, pour réaliser des applications de produits de 100-800KHZ/3 -300KW.- Des condensateurs résonnants importés de grande puissance sont utilisés pour obtenir une fréquence de résonance stable, améliorer efficacement la qualité du produit et assurer la stabilité du processus de soudage des tuyaux.
- Remplace la technologie traditionnelle de réglage de la puissance par thyristor par une technologie de réglage de la puissance par hachage à haute fréquence pour réaliser un contrôle au niveau de la microseconde, réalise grandement le réglage rapide et la stabilité de la puissance de sortie du processus de soudage du tuyau, l'ondulation de la sortie est extrêmement faible et le courant d'oscillation est stable. L'ondulation de la sortie est extrêmement faible et le courant d'oscillation est stable. La douceur et la rectitude du cordon de soudure sont garanties.
- Sécurité. L'équipement ne contient pas de haute fréquence ni de haute tension de 10 000 volts, ce qui permet d'éviter efficacement les radiations, les interférences, les décharges, l'inflammation et d'autres phénomènes.
- Il a une forte capacité à résister aux fluctuations de la tension du réseau.
- Il présente un facteur de puissance élevé dans toute la gamme de puissance, ce qui permet d'économiser efficacement de l'énergie.
- Rendement élevé et économies d'énergie. L'équipement adopte une technologie de commutation douce à haute puissance de l'entrée à la sortie, ce qui minimise la perte de puissance et permet d'obtenir un rendement électrique extrêmement élevé, ainsi qu'un facteur de puissance extrêmement élevé dans toute la plage de puissance, ce qui permet d'économiser efficacement de l'énergie, ce qui est différent de la technologie traditionnelle. Par rapport au type de tube à haute fréquence, il peut économiser de 30 à 40% d'énergie.
- L'équipement est miniaturisé et intégré, ce qui permet de réduire considérablement l'espace occupé. L'équipement n'a pas besoin de transformateur abaisseur de tension, ni d'une grande inductance de fréquence d'alimentation pour le réglage du SCR. La petite structure intégrée facilite l'installation, la maintenance, le transport et le réglage.
- La gamme de fréquences de 200-500KHZ permet de souder des tuyaux en acier et en acier inoxydable.



Solutions de soudage de tubes et de tuyaux par induction à haute fréquence