
Brasage par induction d'un tube en acier inoxydable sur une base
Objectif :
Brasage par induction a été utilisé pour assembler un tube en acier inoxydable (diamètre extérieur : 45 mm, diamètre intérieur : 42 mm) à une base métallique compatible. L'objectif était d'obtenir une liaison solide, sans fuite, avec une intégrité de joint élevée, adaptée aux contraintes mécaniques et thermiques. L'étude visait également à optimiser les paramètres de brasage, notamment la puissance, la fréquence, la conception du serpentin, la sélection du métal d'apport et la durée du brasage, tout en maintenant la rentabilité et en minimisant la distorsion thermique.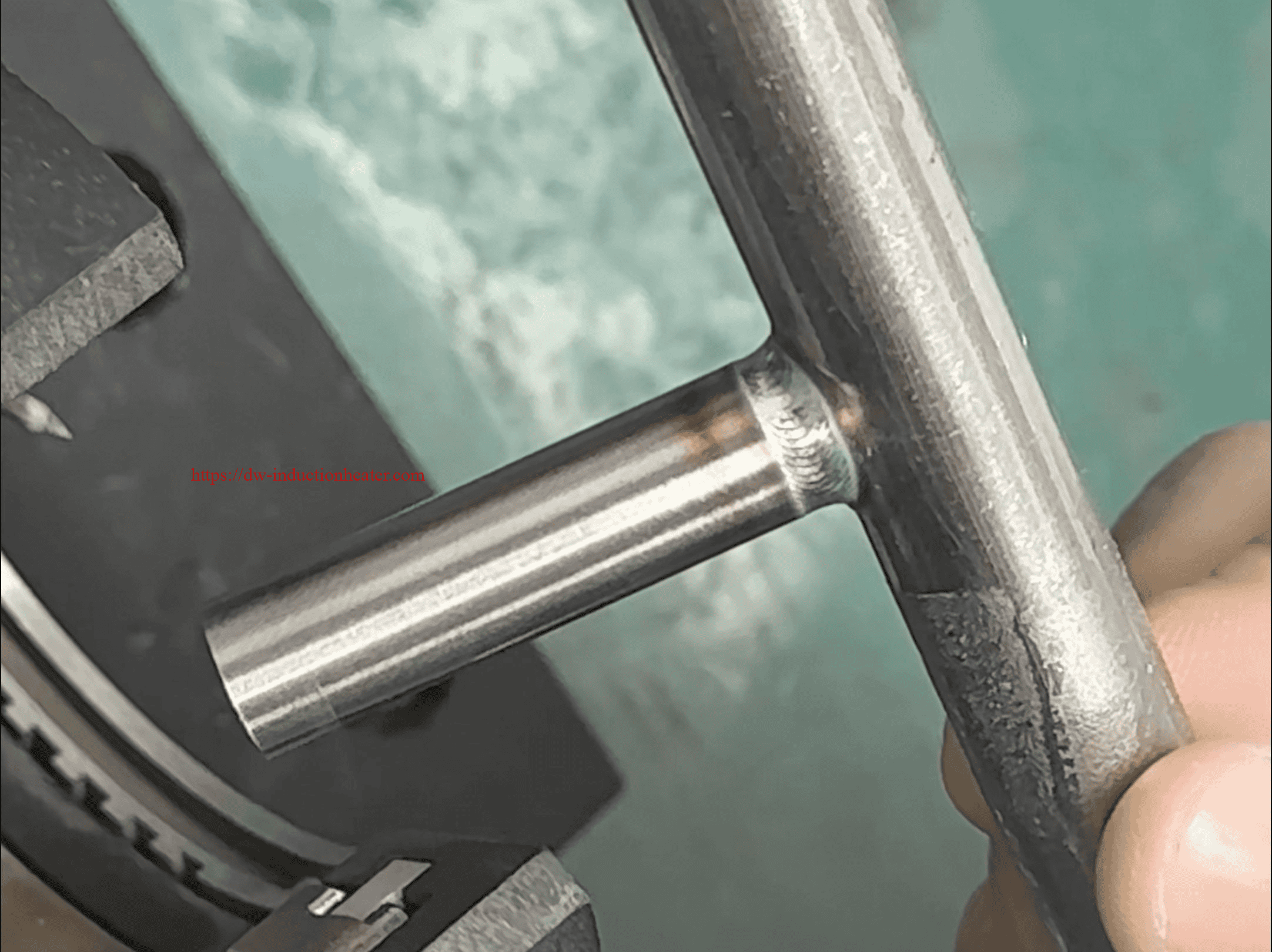
Équipement :
- Machine à braser par induction
- Modèle: Système de brasage par induction de 10 kW
- Gamme de fréquences: 300-800kHz
- Bobine d'induction sur mesure
- Conçu spécifiquement pour répondre aux exigences de géométrie et de chauffage du tube en acier inoxydable et de la connexion de base.
- Système de refroidissement
- Système de refroidissement à l'eau pour éviter la surchauffe de l'équipement d'induction et stabiliser la température pendant le fonctionnement continu.
- Montages et outils de positionnement
- Gabarit et fixations pour aligner avec précision le tube en acier inoxydable et la base pendant le brasage.
Matériaux :
- Tube en acier inoxydable
- Diamètre extérieur : 45 mm
- Diamètre intérieur : 42 mm
- Qualité du matériau : AISI 304 (sélectionné pour sa résistance à la corrosion et sa résistance mécanique).
- Matériau de base
- Base en acier doux (acier au carbone), utilisée pour son caractère économique et sa compatibilité avec les tubes en acier inoxydable pour le brasage.
- Métal d'apport
- Métal d'apport : BAg-7 (alliage à base d'argent avec une teneur en argent d'environ 56%, offrant un excellent flux capillaire et une compatibilité avec l'acier inoxydable).
- Plage de fusion : 630-660°C.
- Flux
- Type : Flux à base de fluorure ; utilisé pour éliminer les oxydes et favoriser l'adhérence du mastic à la base et au tube en acier inoxydable.
Brasage d'essai :
- Sélection de la puissance et de la fréquence
- A puissance de sortie de 7kW a été déterminée expérimentalement comme étant optimale pour chauffer la zone du joint sans surchauffer les autres parties de l'assemblage.
- Le la fréquence de fonctionnement a été fixée à 400 kHz pour assurer un chauffage efficace du matériau en acier inoxydable avec la bobine.
- Conception de la bobine d'induction
- Un serpentin hélicoïdal à double tour a été utilisé pour concentrer la chaleur sur la zone de jonction, assurant ainsi un chauffage uniforme du tube en acier inoxydable et de la base simultanément.
- Le diamètre de la bobine a été conçu de manière à laisser un espace de 3 à 5 mm de chaque côté du tube pour assurer un couplage uniforme de l'induction.
- Positionnement de l'articulation d'essai
- Le tube en acier inoxydable (45 mm de diamètre extérieur) a été aligné avec précision sur la base afin de garantir un espace uniforme de 0,1 à 0,2 mm pour l'action capillaire du matériau d'apport.
- Contrôle de la température
- Un pyromètre a permis de s'assurer que la température du joint atteignait et maintenait environ 650°C.
- Temps de brasage
- Les essais ont permis d'identifier un temps de brasage optimal de 10 secondesLe joint peut ainsi atteindre le seuil de température approprié pour la fusion et l'adhérence du métal d'apport sans être surexposé à la chaleur.
Etapes du brasage :
- Préparation
- Nettoyer soigneusement la surface du tube et de la base en acier inoxydable pour éliminer l'huile, la saleté et les oxydes.
- Appliquer uniformément le flux à base de fluor sur les surfaces des joints.
- Assemblage et positionnement des montages
- Le tube en acier inoxydable a été placé dans la base, avec un joint chevauchant pour maximiser la résistance. Des fixations ont permis de maintenir l'assemblage pendant le processus.
- Chauffage par induction
- La machine à induction a appliqué une puissance de 7 kW à 400 kHz. Le chauffage précis a été concentré sur le joint, où la bobine entoure le tube et la base.
- Application du matériau d'obturation
- Lorsque la température a atteint 650°C, l'alliage d'apport a été appliqué au joint. L'action capillaire a attiré l'alliage fondu dans l'espace du joint.
- Refroidissement
- Après le brasage, l'assemblage a été laissé à refroidir naturellement pour éviter les chocs thermiques.
Résultats/avantages :
- Solidité des articulations
- Le joint brasé a été soumis à des essais de traction et a dépassé les exigences en matière de charge mécanique avec une marge de 15%, ce qui a permis d'obtenir une connexion solide et étanche convenant aux applications sous pression.
- Intégrité thermique
- Le processus minimise les déformations dues à la chaleur et préserve la précision dimensionnelle du tube et de la base en acier inoxydable.
- Efficacité
- Le processus de brasage a été achevé dans un délai de 10 secondes de temps de chauffeL'utilisation d'un système d'alimentation en eau potable est une pratique courante, qui démontre une productivité élevée avec une consommation d'énergie minime.
- Finition soignée
- Le joint présentait une finition propre grâce à un chauffage adéquat, à une bonne répartition du matériau d'apport et à un résidu de flux minime. Le nettoyage post-brasage a été minime.
Chauffage par induction Fournit :
- Chauffage local et précis:
Le système d'induction a fourni de la chaleur directement et uniformément à la zone du joint sans affecter les sections adjacentes, réduisant ainsi la contrainte thermique et préservant les propriétés du matériau. - Contrôle des processus:
Le contrôle précis de la température, de la puissance et de la fréquence garantit une qualité constante des joints et permet d'optimiser les différents scénarios de production. - Répétabilité:
Le processus d'induction a permis d'obtenir des résultats cohérents avec une variation minimale entre les joints, ce qui le rend très fiable pour une utilisation industrielle à grande échelle. - Efficacité énergétique:
Le système à induction de 10 kW a permis d'obtenir une grande efficacité de chauffage, réduisant considérablement la consommation d'énergie par rapport à d'autres méthodes de brasage comme le brasage au four. - Sécurité et propreté:
Le chauffage par induction a permis d'éliminer les flammes nues, de réduire les risques sur le lieu de travail et d'assainir l'environnement de travail.
Analyse des données et statistiques :
| Paramètres | Valeur | Notes |
|---|---|---|
| Puissance | 7kW | Optimisé pour équilibrer la distribution de la chaleur. |
| Fréquence | 400kHz | Optimal pour l'acier inoxydable et le mastic. |
| Conception de la bobine | Bobine hélicoïdale à double tour | Assure un chauffage uniforme autour de l'articulation. |
| Temps de brasage | 10 secondes | Suffisante pour la fonte et le remplissage. |
| Matériau de remplissage | Alliage d'argent BAg-7 | Haute résistance et excellent flux capillaire. |
| Température atteinte | 650°C | Idéal pour faire fondre les matériaux d'apport. |
Le présent cas de brasage par induction a démontré l'efficacité et la précision de la méthode pour créer des joints de haute qualité dans des applications difficiles en acier inoxydable. L'analyse détaillée et l'optimisation de tous les paramètres du processus ont assuré le succès de l'opération de brasage tout en maximisant l'efficacité et la productivité.