








Applications des machines PWHT à induction dans le domaine des oléoducs et gazoducs
Description
Qu'est-ce qu'une machine PWHT à induction ?
Un machine PWHT à induction est un système spécialisé conçu pour effectuer un traitement thermique post-soudure sur des structures métalliques et des joints soudés au moyen de l'induction électromagnétique. Après le soudage, certains métaux (en particulier les aciers alliés, les aciers au carbone ou les métaux susceptibles de se fissurer) bénéficient d'un chauffage et d'un refroidissement contrôlés. Cela permet de soulager les contraintes résiduelles, d'éviter les déformations et d'affiner les microstructures afin de répondre aux exigences des codes et d'améliorer les performances à long terme.
Comment ça marche
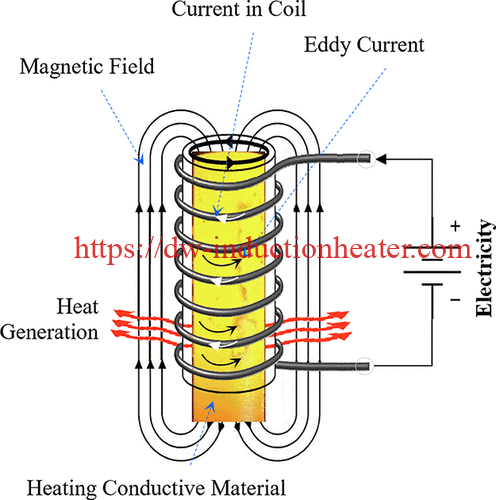
- Bobine d'induction / couverture : Une bobine ou une couverture d'induction flexible est placée autour ou à proximité de la zone de soudure.
- Génération de champs électromagnétiques : L'alimentation électrique de la machine convertit le courant alternatif en une fréquence spécifique (souvent comprise entre 2 kHz et 25 kHz).
- Courants de Foucault et production de chaleur : Le champ électromagnétique induit des courants de Foucault dans le métal, ce qui le chauffe de l'intérieur.
- Contrôle de la température : Des thermocouples fixés près de la soudure fournissent un retour d'information au système de contrôle (PLC). Celui-ci régule la puissance de sortie afin d'obtenir un profil de température précis conformément aux procédures PWHT.
Pourquoi utiliser l'induction pour la PWHT ?
- Un chauffage rapide et précis : L'induction offre des taux de chauffage plus rapides et une température finement contrôlée, ce qui minimise les problèmes de qualité tels que la fissuration ou la réduction incomplète des contraintes.
- Efficacité énergétique : Les systèmes à induction sont souvent plus efficaces que le chauffage traditionnel par résistance ou par four. L'énergie est concentrée directement dans la zone à chauffer.
- Portabilité et flexibilité : Par rapport aux grands fours, les unités PWHT à induction (avec des bobines/blanches flexibles) permettent un traitement sur site ou en place. Ceci est particulièrement utile pour les composants de grande taille ou les installations fixes (par exemple, les tuyauteries dans les raffineries).
- Automatisation et surveillance : La plupart des machines PWHT à induction sont dotées de systèmes intégrés d'enregistrement des données, de gestion des recettes et d'alarme, ce qui simplifie la mise en conformité avec les codes (ASME, AWS) et garantit la traçabilité du processus.
Caractéristiques d'une machine PWHT à induction
- Plage de puissance nominale : Les machines peuvent aller de petites unités de 30 kW à de grands systèmes de plus de 300 kW, en fonction de l'épaisseur, du type de matériau et de la taille de la pièce.
- Gamme de fréquences : Généralement entre 2 kHz et 25 kHz, optimisé en fonction de la profondeur de pénétration de la chaleur nécessaire.
- Plusieurs canaux de chauffage (zones) : Permet le traitement simultané de plusieurs joints ou de géométries de soudure complexes.
- Contrôle avancé : Interface homme-machine (IHM) à écran tactile, commande par automate programmable, entrées multi-thermocouples et options d'enregistrement des données.
- Méthode de refroidissement : Selon la puissance nominale, les blocs d'alimentation à induction peuvent être refroidis par air ou par eau.
Applications des machines PWHT à induction dans le domaine des pipelines
 Traitement thermique post-soudure (PWHT) est un processus crucial dans l'industrie des pipelines, en particulier dans les applications à haute pression et à haute température. En utilisant la technologie du chauffage par induction pour réaliser le PWHT, les fabricants et les opérateurs de pipelines peuvent obtenir un contrôle précis et cohérent de la température tout en réduisant la durée totale du traitement. Vous trouverez ci-dessous les principales applications et les principaux avantages du PWHT par induction dans le domaine des pipelines :
Traitement thermique post-soudure (PWHT) est un processus crucial dans l'industrie des pipelines, en particulier dans les applications à haute pression et à haute température. En utilisant la technologie du chauffage par induction pour réaliser le PWHT, les fabricants et les opérateurs de pipelines peuvent obtenir un contrôle précis et cohérent de la température tout en réduisant la durée totale du traitement. Vous trouverez ci-dessous les principales applications et les principaux avantages du PWHT par induction dans le domaine des pipelines :
1. Construction de nouveaux pipelines
- Soudures en long
- Les pipelines de grand diamètre nécessitent souvent des passes multiples et des joints de soudure complexes. Le traitement thermique par induction peut être utilisé pour effectuer un traitement thermique uniforme tout au long de la soudure, ce qui améliore la qualité de la soudure et réduit le risque de fissuration.
- Soudures de raccordement
- Au cours des projets d'installation ou d'expansion, les soudures de raccordement relient différents segments de pipelines. Le traitement thermique uniforme de ces soudures par induction réduit les contraintes résiduelles et contribue à garantir l'intégrité à long terme, en particulier dans les pipelines destinés à un service à haute pression.
- Joints de chantier dans les régions éloignées
- L'équipement PWHT à induction conçu pour la portabilité peut être transporté sur des sites de construction de pipelines éloignés ou sur des terrains accidentés. L'installation efficace et les cycles de chauffage/refroidissement plus rapides sont particulièrement utiles lorsque l'on travaille dans des conditions difficiles avec des ressources limitées.
2. Réparation et entretien des pipelines
- Réparation des fissures
- Les pipelines peuvent présenter des fissures dues à la fatigue, à la corrosion ou à des dommages mécaniques. L'hydrotraitement par induction permet de réduire les contraintes résiduelles dans la zone de soudure réparée, ce qui diminue le risque de propagation des fissures et prolonge la durée de vie des pipelines.
- Taraudage à chaud et ajouts de branches
- Lorsque des modifications doivent être apportées aux pipelines (ajout de branchements ou de nouvelles connexions, par exemple), les soudures peuvent être soumises à un traitement PWHT par induction afin d'améliorer la ductilité, la ténacité et la fiabilité globale.
- Remplacement de section
- Si une section de pipeline est enlevée et remplacée, l'induction PWHT est souvent utilisée sur les nouvelles soudures pour garantir des propriétés métallurgiques et une distribution des contraintes similaires à celles des sections de pipeline d'origine.

- Si une section de pipeline est enlevée et remplacée, l'induction PWHT est souvent utilisée sur les nouvelles soudures pour garantir des propriétés métallurgiques et une distribution des contraintes similaires à celles des sections de pipeline d'origine.

3. Respect des normes et des codes de l'industrie
- Normes ASME et API
- De nombreux codes de tuyauterie sous pression (par exemple, ASME B31.3, ASME B31.4, ASME B31.8 et les normes API) spécifient le PWHT pour certains matériaux, certaines épaisseurs et certains scénarios de service. Les machines PWHT à induction permettent un contrôle précis de la température et une documentation informatisée, ce qui aide les opérateurs à répondre à ces exigences réglementaires.
- Réduction de la dureté
- En répartissant uniformément la chaleur dans la zone de soudure, les systèmes à induction contribuent à réduire la dureté dans la zone affectée thermiquement (ZAT) - une exigence dans certaines procédures définies par le code pour minimiser le risque de fissuration induite par l'hydrogène.
- Exigences spécifiques aux matériaux
- Certains aciers alliés, tels que le chrome-moly (Cr-Mo) ou d'autres aciers faiblement alliés à haute résistance (HSLA), peuvent exiger des profils thermiques stricts. Le PWHT par induction permet de personnaliser la montée en température, les temps de maintien et le refroidissement contrôlé afin d'obtenir la microstructure souhaitée.
4. Les avantages de la Induction PWHT dans le pipeline Applications
- Cycles de chauffage plus rapides
- Le chauffage par induction fournit la chaleur directement et efficacement à la zone de soudure, ce qui réduit considérablement le temps de chauffe par rapport aux méthodes traditionnelles (comme les bobines de résistance ou les fours à gaz).
- Distribution précise et uniforme de la chaleur
- Des systèmes de contrôle automatisés permettent une régulation précise de la température et une couverture uniforme de la circonférence du tube. Cette homogénéité est essentielle pour répondre aux exigences mécaniques et métallurgiques.
- Mobilité et facilité d'installation
- Les machines modernes de PWHT par induction sont conçues pour être légères et portables, ce qui les rend idéales pour une utilisation sur le terrain où les grands fours ou les installations permanentes ne sont pas pratiques.
- Efficacité énergétique
- Comme le chauffage par induction concentre l'énergie sur la zone de soudure plutôt que de chauffer de vastes zones environnantes, la consommation d'énergie globale est réduite, ce qui permet de réduire les coûts, ce qui est particulièrement important pour les projets de pipelines de grande envergure.
- Amélioration de la sécurité
- Les systèmes de chauffage par induction éliminent le besoin de flammes nues ou d'environnements alimentés par des combustibles à haute température, réduisant ainsi les risques d'incendie et améliorant la sécurité sur le site.

- Les systèmes de chauffage par induction éliminent le besoin de flammes nues ou d'environnements alimentés par des combustibles à haute température, réduisant ainsi les risques d'incendie et améliorant la sécurité sur le site.

5. Procédures courantes d'hydrotraitement des pipelines avec induction
- Préchauffage
- Avant le soudage, la technologie de l'induction peut également être utilisée pour préchauffer le tuyau ou les raccords, en particulier lorsque l'on travaille avec des matériaux à parois épaisses ou à haute résistance. Cela permet d'éviter un refroidissement rapide et une fissuration ultérieure dans la zone de soudure.
- Montée en puissance et trempage contrôlés
- L'équipement d'induction permet des taux de montée en température personnalisés, ce qui garantit un chauffage progressif du joint soudé. Une fois la température cible atteinte (souvent entre 600 et 700 °C, selon le matériau), elle est maintenue pendant une durée déterminée (phase de trempage) afin d'éliminer les tensions internes.
- Refroidissement contrôlé
- Une phase de refroidissement progressive est essentielle pour éviter la formation de microstructures fragiles. Avec les systèmes à induction, les opérateurs peuvent programmer la vitesse de refroidissement pour répondre aux exigences spécifiques des matériaux.
Cas d'utilisation et avantages
- Appareils à pression et pipelines : Garantit l'intégrité des soudures dans les applications pétrolières et gazières, la production d'énergie et la pétrochimie.
- Fabrication lourde : Réduit les contraintes résiduelles dans les grandes structures telles que les sections de navires, les composants de machines lourdes et les assemblages d'acier de construction.
- Réparations et entretien : Idéal pour les réparations de soudures in situ (par exemple, turbines, tubes de chaudières et tuyauteries complexes) sans démontage de grands ensembles.
- Conformité au code : De nombreuses normes (ASME, AWS, EN) exigent un traitement thermique après soudage pour certains matériaux et certaines épaisseurs afin de garantir l'intégrité mécanique.
Vous trouverez ci-dessous un tableau illustratif des paramètres techniques des machines PWHT (Post Weld Heat Treatment) à induction d'une puissance de 60 kW, 80 kW, 120 kW, 160 kW, 200 kW, 240 kW et 300 kW. Les spécifications réelles peuvent varier d'un fabricant à l'autre. Il convient donc de considérer ces chiffres comme des valeurs de référence typiques.
Paramètres techniques des machines PWHT à induction (60 kW à 300 kW)
| Paramètres | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
|---|---|---|---|---|---|---|---|
| Puissance nominale | 60 kW | 80 kW | 120 kW | 160 kW | 200 kW | 240 kW | 300 kW |
| Tension d'entrée (3 phases) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-415 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) | 380-480 V<br>(50/60 Hz) |
| Gamme de fréquences de sortie | 5-25 kHz | 5-25 kHz | 5-25 kHz | 5-25 kHz | 2-25 kHz | 2-25 kHz | 2-25 kHz |
| Courant nominal (Approx.) | ~90-100 A | ~120-130 A | ~180-200 A | ~240-260 A | ~300-320 A | ~350-380 A | ~450-480 A |
| Canaux de chauffage (Zones) | 1-2 | 2-4 | 2-4 | 4-6 | 4-6 | 4-6 | 6-8 |
| Plage de température | Jusqu'à ~850 °C | Jusqu'à ~850 °C | Jusqu'à ~850 °C | Jusqu'à ~900 °C | Jusqu'à ~900 °C | Jusqu'à ~900 °C | Jusqu'à ~900 °C |
| Précision du contrôle de la température | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C | ± 5-10 °C |
| Méthode de refroidissement | Module d'alimentation refroidi à l'air ou à l'eau | Module d'alimentation refroidi à l'air ou à l'eau | Module d'alimentation refroidi par eau | Module d'alimentation refroidi par eau | Module d'alimentation refroidi par eau | Module d'alimentation refroidi par eau | Module d'alimentation refroidi par eau |
| Cycle de travail (à puissance maximale) | ~80-100% (en continu) | ~80-100% (en continu) | ~80-100% (en continu) | ~80-100% (en continu) | ~80-100% (en continu) | ~80-100% (en continu) | ~80-100% (en continu) |
| Système de contrôle | Écran tactile PLC/HMI, enregistrement des données | Écran tactile PLC/HMI, enregistrement des données | Écran tactile PLC/HMI, enregistrement des données | Écran tactile PLC/HMI, enregistrement des données | Écran tactile PLC/HMI, enregistrement des données | Écran tactile PLC/HMI, enregistrement des données | Écran tactile PLC/HMI, enregistrement des données |
| Dimensions (L×L×H, Approx.) | 0.8×0.7×1.4 m | 1.0×0.8×1.5 m | 1.1×0.9×1.6 m | 1.2×1.0×1.7 m | 1.3×1.1×1.8 m | 1.4×1.2×1.8 m | 1.6×1.4×2.0 m |
| Poids (Approx.) | ~250 kg | ~300 kg | ~400 kg | ~500 kg | ~600 kg | ~700 kg | ~900 kg |
 Notes :
Notes :
- Tension d'entrée: Plus la puissance nominale est élevée, plus la plage de tension d'entrée acceptable peut être large (certains modèles peuvent fonctionner jusqu'à 480 V ou 690 V).
- Fréquence de sortie: Les basses fréquences pénètrent plus profondément dans le matériau, ce qui est souvent avantageux pour les composants à parois épaisses. La fréquence réglable permet d'optimiser la distribution de la chaleur.
- Canaux de chauffage (zones): Plusieurs canaux indépendants permettent d'effectuer un traitement PWHT simultané sur plusieurs joints ou sur des géométries plus complexes.
- Méthode de refroidissement: Les petites unités utilisent parfois un refroidissement par air forcé ; les unités plus puissantes utilisent le plus souvent des circuits de refroidissement à base d'eau ou de glycol.
- Cycle de travail: Indique la capacité de la machine à fonctionner en continu à pleine puissance. La plupart des équipements de traitement des eaux usées par induction permettent un fonctionnement quasi-continu (80-100%) s'ils sont correctement refroidis.
- Dimensions et poids: Ils varient considérablement en fonction du type de boîtier (cadre ouvert, armoire), de la configuration du refroidissement et des options (comme le rangement des câbles ou les systèmes de bobines intégrés).
Autres considérations relatives aux équipements de TPP par induction
- Type de bobine/Inducteur: Des couvertures souples, des câbles ou des bobines rigides peuvent être fournis, en fonction de l'application.
- Enregistrement des données et rapports: De nombreux systèmes intègrent des enregistreurs de données pour une traçabilité précise de la température et du temps, ce qui est essentiel pour la conformité aux codes (par exemple, ASME, AWS).
- Entrées thermocouple: Il prend généralement en charge plusieurs thermocouples pour une surveillance précise des différentes zones de soudure.
- Sécurité et alarmes: La surchauffe, le faible débit du liquide de refroidissement et la détection de défaut à la terre sont des dispositifs de sécurité standard.
Pour obtenir des détails précis, il est recommandé de consulter le fabricant ou le fournisseur, qui adaptera les paramètres (comme la conception de la bobine, le logiciel de contrôle ou les fonctions avancées) à vos procédures de soudage spécifiques et à vos exigences en matière de matériaux.
Conclusion
Traitement thermique post-soudure par induction (PWHT) est devenue une technologie clé dans le domaine des pipelines. Sa nature précise, efficace et très flexible garantit que les soudures répondent aux exigences du code, maintiennent l'intégrité structurelle à long terme et réduisent le risque de défaillance. Qu'elles soient utilisées lors de la construction de nouveaux pipelines, de travaux de réparation ou de maintenance préventive, les machines à induction PWHT offrent une solution puissante aux défis posés par le soudage des pipelines, contribuant ainsi à garantir un transport sûr et fiable des ressources essentielles pour les années à venir.



