Plaque d'acier à chauffage par induction pour le forgeage
Description
Plaque d'acier chauffée par induction pour le forgeage et le formage à chaud
Plaque d'acier chauffée par induction pour le forgeage et le formage à chaud sont d'excellentes applications du chauffage par induction. Industrie Forgeage par induction et formage à chaud Ces procédés consistent à plier ou à façonner une billette ou un bloom métallique après l'avoir chauffé à une température à laquelle sa résistance à la déformation est faible. Des blocs de matériaux non ferreux peuvent également être utilisés. 
Machines de chauffage par induction ou des fours conventionnels sont utilisés pour le processus de chauffage initial. Les billettes peuvent être transportées dans l'inducteur par un poussoir pneumatique ou hydraulique, un entraînement par rouleaux pinceurs, un entraînement par tracteur ou une poutre de marche. Des pyromètres sans contact sont utilisés pour mesurer la température des billettes.
D'autres machines, telles que les presses mécaniques à percussion, les plieuses et les presses hydrauliques d'extrusion, sont utilisées pour plier ou façonner le métal.
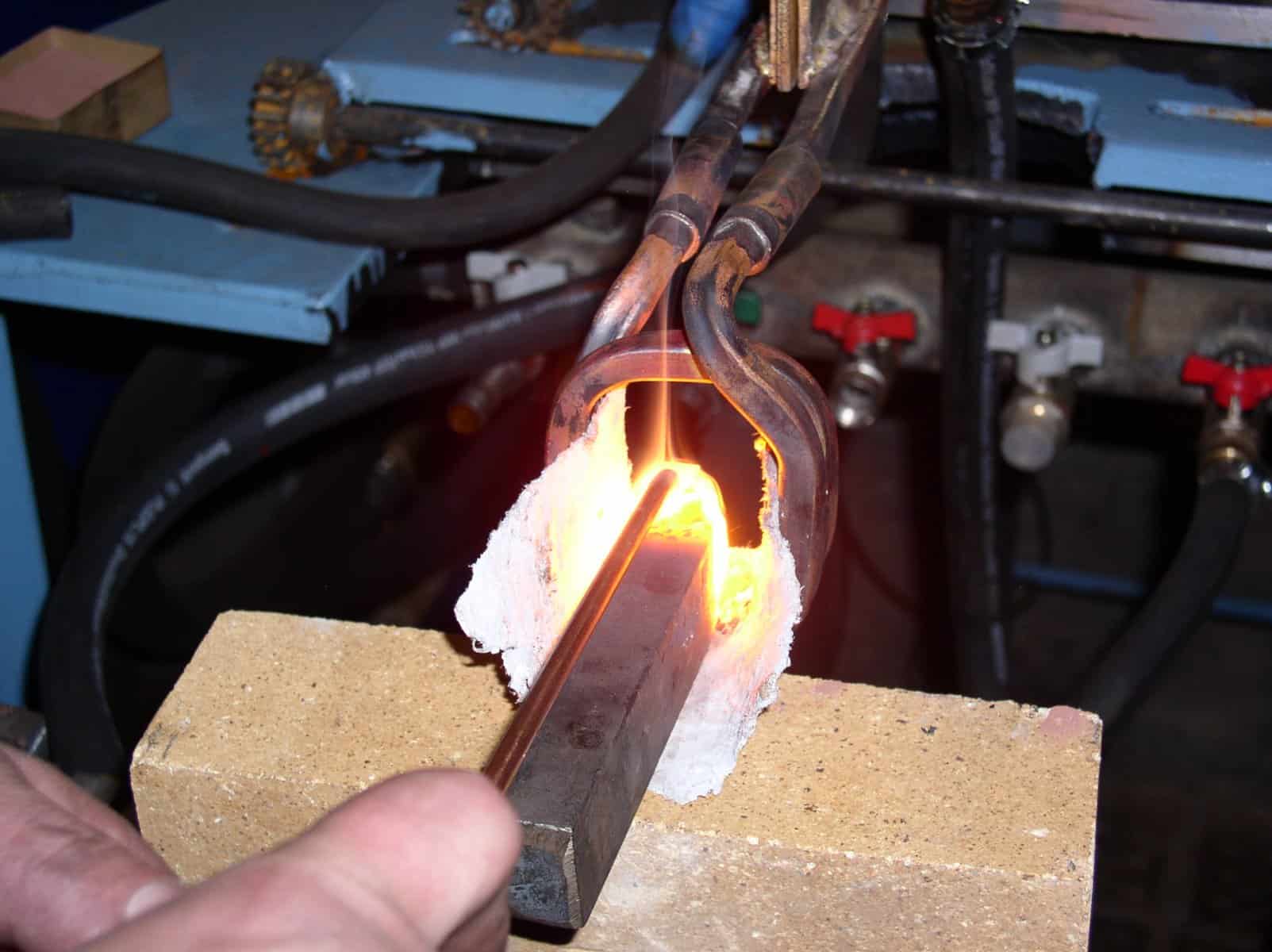
Objectif : Préchauffer une plaque d'acier (3,9" x 7,5" x 0,75" / 100 mm x 190 mm x 19 mm) avant de la forger pour créer une tête de houe dans le but d'augmenter la production par rapport au préchauffage avec un four à gaz.
Matériau : Tôle d'acier
Température : 2192 ºF (1200 ºC)
Fréquence : 7 kHz
Équipement de chauffage par induction : DW-MF-125/100, 125 kW système de chauffage par induction équipé d'une station de chauffage à distance contenant trois condensateurs de 26,8 μF.
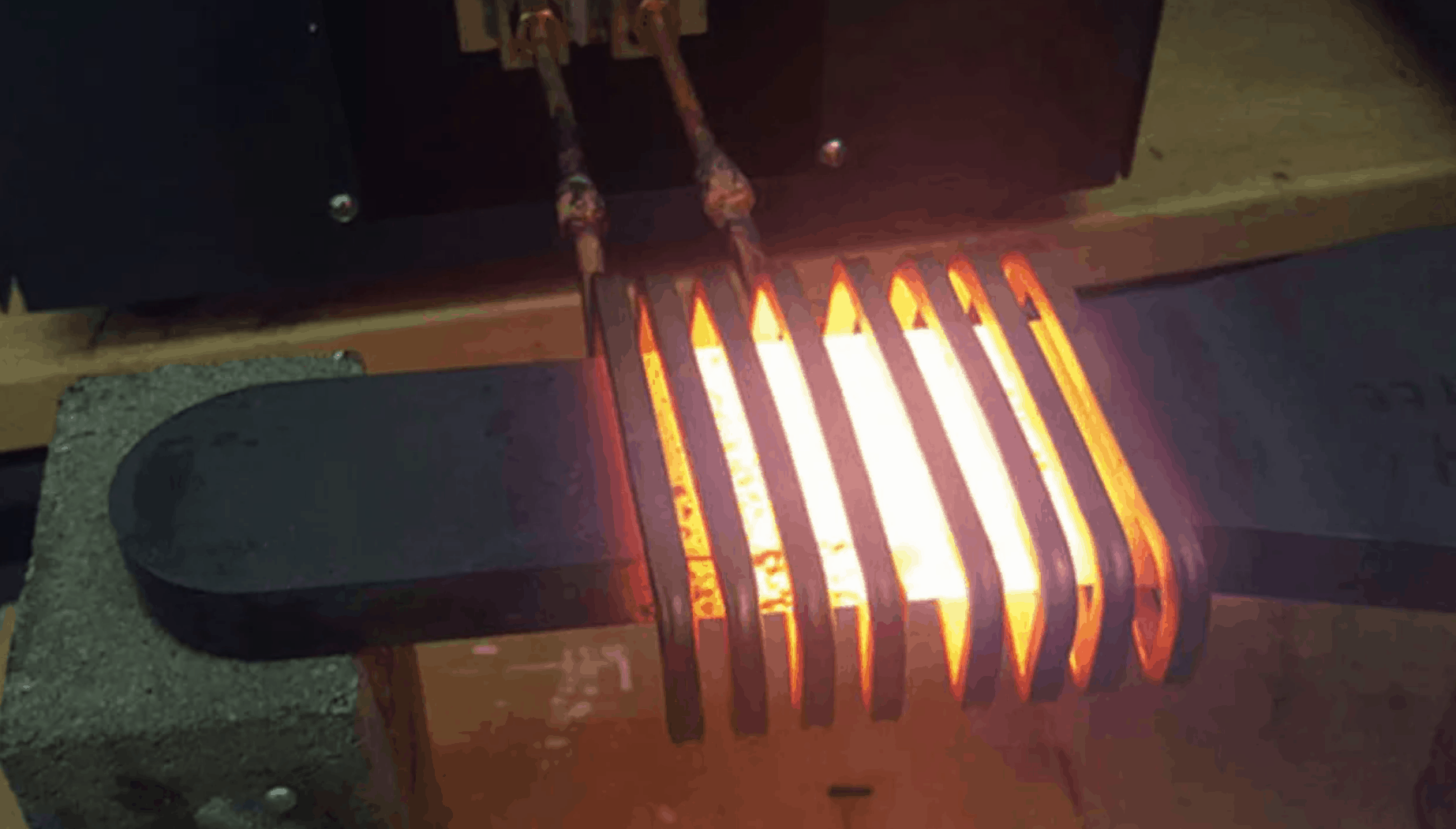
- Une bobine hélicoïdale multi-tour à trois positions a été conçue et développée pour générer la chaleur nécessaire à cette application.
Procédé La plaque d'acier a été insérée dans la bobine hélicoïdale multitour à trois positions et l'alimentation électrique a été mise en marche. Après 37 secondes, une deuxième plaque d'acier inoxydable a été insérée, et après 75 secondes, une troisième plaque d'acier inoxydable a été insérée. Au bout de 115 secondes, la température souhaitée a été atteinte pour la première partie, et le processus s'est poursuivi.
Après le démarrage, les pièces peuvent être chauffées toutes les 37 secondes à partir de l'ordre dans lequel elles ont été introduites. Alors que la durée totale du cycle est de 115
secondes, une pièce peut être retirée toutes les 37 secondes, ce qui a permis à l'induction d'atteindre le taux de production souhaité
et réaliser des gains considérables par rapport à l'utilisation d'une chaudière à gaz.

Résultats/bénéfices
Taux de production plus élevé : Le procédé a permis d'atteindre un taux de production de 100 pièces par heure, alors qu'un four à gaz produisait 83 pièces par heure.
- Répétabilité : Ce processus est reproductible et peut être intégré dans un processus de production.
- Précision et efficacité : Le chauffage est précis et efficace, la chaleur n'étant appliquée qu'aux plaques d'acier.
Les températures approximatives de formage à chaud des matériaux industriels les plus couramment utilisés sont les suivantes :
- Acier 1200º C - Laiton 750º C - Aluminium 550º C
Applications totales de formage à chaud par induction
Les machines de chauffage par induction sont couramment utilisées pour chauffer les billettes d'acier, les barres, les blocs de laiton et les blocs de titane à la température appropriée pour le forgeage et le formage à chaud.

Applications de formage partiel
Le chauffage par induction est également utilisé pour chauffer des pièces telles que les extrémités de tuyaux, les extrémités d'essieux, les pièces automobiles et les extrémités de barres pour les processus de formage partiel et de forgeage.
L'avantage du chauffage par induction
Par rapport aux fours conventionnels, les machines de chauffage par induction pour le forgeage offrent des avantages considérables en termes de processus et de qualité :
Temps de chauffe beaucoup plus courts, minimisant l'entartrage et l'oxydation
Contrôle facile et précis de la température. Les pièces dont la température est en dehors des spécifications peuvent être détectées et éliminées.
Pas de temps perdu à attendre que le four atteigne la température requise
Automatisé machines de chauffage par induction nécessitent un minimum de travail manuel
La chaleur peut être dirigée vers un point précis, ce qui est très important pour les pièces ne comportant qu'une seule zone de formage.
Meilleure efficacité thermique - la chaleur est générée dans la pièce elle-même et n'a pas besoin d'être chauffée dans une grande chambre.
De meilleures conditions de travail. La seule chaleur présente dans l'air est celle des pièces elles-mêmes. Les conditions de travail sont beaucoup plus agréables qu'avec une chaudière à combustible.